In High-Pressure, High-Temperature (HPHT) and sour service environments, the Tubing Head Spool serves as the primary pressure-containing barrier. It sits securely between the casing system and the Christmas tree. These harsh operational realities demand flawless equipment integrity. Substandard spool design directly causes catastrophic seal failure. Improper material selection brings similar disastrous results. These oversights trigger unplanned downtime and create severe safety risks. Non-compliant wellheads also introduce heavy compliance penalties. You cannot afford weak links in surface wellhead systems. We aim to provide engineers and procurement teams an objective evaluation framework. You will learn how to properly assess API 6A designs. We cover critical design features, material class guidelines, and strict testing requirements. This knowledge ensures long-term well integrity and absolute operational reliability.
Key Takeaways
Design Drives Integrity: Features like straight bowl designs, lock-down screws, and integrated bottom flange test ports are non-negotiable for verifying secondary seals in HPHT environments.
Material Compliance is Binary: Operating in sour gas (H2S/CO2) conditions requires strict adherence to NACE MR0175/ISO 15156 and specific API 6A material classes (e.g., DD, EE, FF, HH).
Testing Mitigates Risk: Verifiable Factory Acceptance Testing (FAT), including hydrostatic holds (1.5x working pressure for 15 minutes), is critical for validating Product Specification Level (PSL) 3 and 4 equipment.
The Business Case for Rigorous Tubing Head Spool Engineering
Defining the Component’s Role
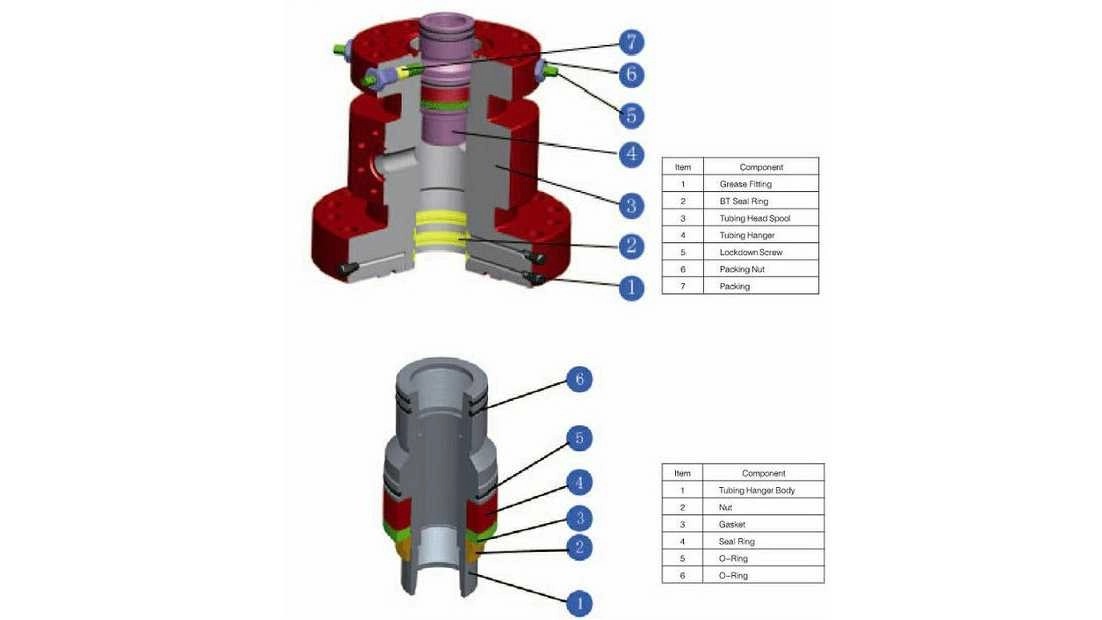
The Tubing Head Spool acts as the uppermost spool in the surface wellhead stack. It securely suspends the tubing hanger. Field operators frequently call this hanger the "dog nut". The spool seals the annular space perfectly. It isolates the critical zone between the production casing and the tubing string. It also provides a robust base. This base safely supports the Blowout Preventer (BOP) during drilling phases. The component effectively bridges the drilling phase and the final production phase.
The Cost of Compromise
Inferior spool manufacturing damages field operations severely. You face immense physical risks when you ignore API standards. API-certified equipment statistically lowers mechanical failure rates. It also minimizes unexpected rig downtime. Non-compliant components frequently cause dangerous pressure leaks. Rig downtime halts production completely. Operators lose revenue every hour the rig sits idle. Certified components guarantee continuous operational flow. Compromised metallurgy essentially invites blowout scenarios.
Addressing Extreme Service Conditions
Modern energy production pushes limits daily. Operators frequently encounter extreme pressure thresholds. Deep reservoirs now generate up to 20,000 psi naturally. Corrosive fluid profiles easily destroy standard metallurgy. Standard carbon steel fails under these extreme sour service conditions. Hydrogen sulfide and carbon dioxide attack weak metals aggressively. We must deploy engineered solutions capable of withstanding these brutal subsurface environments.
Critical Design Features for Evaluating a Tubing Head Spool
Internal Bowl Architecture
Engineers evaluate internal bowl architecture carefully. You generally choose between straight bowl designs and tapered profiles. Straight bowls offer much broader compatibility. They accommodate various tubing hangers easily. Straight designs often eliminate the need for alignment pins. This simple geometry streamlines installation immensely. Tapered profiles provide entirely different load-bearing characteristics. Bowl geometry directly impacts reliable hanger setting procedures. A straight bowl allows seamless hanger installation. Operators avoid complex rotational alignment issues entirely.
Secondary Sealing and Verification
Integrated test ports on the bottom flange remain absolutely essential. Operators use these ports to physically verify integrity. They confirm flange and secondary seal strength. You inject pressure through these ports early in the installation process. This physical verification happens before progressing into well intervention. Verification ensures the primary barrier holds strong against reservoir kicks. Without test ports, operators guess about internal seal integrity. Guessing leads to catastrophic blowout scenarios on the rig floor.
Lock-Down Screw Integration
Lock-down screws play a vital mechanical role. They secure the tubing hanger against sudden upward pressure spikes. High-pressure environments generate massive upward forces. These forces try to dislodge the hanger violently. You utilize lock-down screws to prevent this vertical movement. Furthermore, they mechanically activate dynamic pack-off seals. These elastomeric seals sit deep within the spool assembly. Proper torque on these screws guarantees tight, reliable seal activation.
Feature | Design Approach | Primary Operational Benefit |
Internal Bowl | Straight Profile | Eliminates alignment pins; broadens hanger compatibility. |
Test Ports | Bottom Flange Integrated | Allows physical pressure verification of secondary seals. |
Lock-Down Screws | Threaded External Entry | Mechanically energizes pack-off seals; prevents upward blowout. |
Navigating API 6A Specifications and Material Classes
Pressure and Temperature Baselines
Standard API 6A pressure ratings map out strict baseline limits. They range from 2,000 psi up to a massive 20,000 psi. Temperature classifications span broadly from Class K to Class Y. Class K handles extremely cold environments down to -60°C. Class Y withstands intense geothermal heat up to 345°C. You must match these ratings exactly to your local environment. Mismatched temperature ratings destroy elastomeric seals quickly.
Metallurgy for Corrosive Environments (Sour Service)
Corrosive environments demand precise metallurgy choices. Material Classes range alphabetically from AA through HH. General service requires basic classes like AA, BB, or CC. However, H2S and CO2 environments dictate strict sour service requirements. You must anchor your selection criteria securely to NACE MR0175 compliance. This prevents dangerous sulfide stress cracking. It also stops sudden hydrogen embrittlement.
We highly recommend reviewing the specific classes below:
Class DD: Sour service application, typically utilizing specific low-alloy steels.
Class EE: Sour service application, requiring specialized alloys for slightly harsher chemical conditions.
Class FF: Severe sour service, heavily incorporating stainless steel alloys.
Class HH: Extreme sour service, demanding highly corrosive-resistant alloys (CRAs) like Inconel 625.
Product Specification Levels (PSL)
PSL 1 through PSL 4 define the rigor of quality control. PSL 1 applies only to basic utility wells. HPHT and critical offshore applications demand strict validation. They inherently require PSL 3, PSL 3G, or PSL 4. PSL 3G specifically includes rigorous gas testing protocols. PSL 4 involves extensive destructive and non-destructive testing of individual components. It ensures absolute zero defects in the base forging process.
Implementation Realities and Maintenance Protocols
Installation and BOP Support
Procedural realities during installation heavily test equipment strength. The spool must reliably support massive BOP weight. BOP stacks easily weigh several tons. The spool handles this immense static load continuously. It also facilitates crucial fluid circuit returns during drilling. It must do this without ever compromising seal integrity. Engineers calculate precise load bearings beforehand. A minor failure here causes the entire wellhead stack to shift dangerously.
Field Testing Standards
Site-level compliance involves strict field testing standards. Operators typically inject grease safely into the test ports. They do this to test pressure thresholds thoroughly. Sustaining hydrostatic pressure verifies equipment integrity in real-time. We commonly test up to 80% of casing collapse pressure. The system must hold this pressure perfectly. It requires a stabilized 15-minute window without any detectable pressure drops.
Lifecycle Management
Routine maintenance keeps wellheads functioning safely for years. Crews must execute planned protocols effectively. Here are the core maintenance requirements you should implement:
Inspect Coatings: Routinely check all exterior anti-corrosion coatings for chips or severe environmental degradation.
Monitor Valves: Observe valve activity carefully on all side outlets. Ensure gates open and close without sticking.
Replace Seals: Execute planned replacement cycles for O-rings and gaskets. Operators typically enforce a strict 5-year lifecycle.
Lubricate Parts: Inject fresh grease regularly into specified fittings. This prevents internal thread galling over time.
Extreme HPHT conditions often shorten this standard 5-year lifecycle considerably. You must monitor field conditions continuously to adjust these timelines.
How to Shortlist Tubing Head Spool Manufacturers
Verifying API Certification
Buyers must diligently verify active API Spec 6A licenses. Use the official API Composite List online. This digital portal immediately filters out unverified white-label claims. Counterfeit components risk your entire drilling operation. An authentic manufacturer proudly displays their active API monogram. They welcome verification audits from your internal procurement team anytime.
Assessing Quality Control Transparency
Look for vendors offering absolute quality control transparency. They should provide comprehensive documentation willingly. You need proof of Non-Destructive Examination (NDE) personnel credentials. These typically include recognized ASNT or ISO 9712 standard certifications. Demand to see individual material hardness testing data. Transparent manufacturers share these critical metallurgical records immediately upon request.
Interchangeability and Lead Times
Evaluate vendors on their strict adherence to standard API dimensions. Standard dimensions guarantee functional interchangeability across your existing fleet. They allow your new spool to mate seamlessly to legacy wellhead systems. Ask about their true ability to supply specialized trims rapidly. You need trusted vendors who deliver critical components without excessive lead times. Long lead times stall field operations and disrupt project schedules significantly.
Conclusion
Specifying a Tubing Head Spool represents a vital exercise in risk management. It goes far beyond a simple routine procurement task. Unplanned pressure kicks care nothing about operational budgets. They purely test the absolute physical limits of your installed steel. Ensure your wellhead operations remain inherently safe and compliant by taking the following actionable steps:
Align internal bowl design strictly with physical well conditions and existing hanger styles.
Verify material class and PSL ratings perfectly match your anticipated sour fluid profiles.
Consult closely with technical sales teams early in the planning phase.
Review exact well schematics thoroughly before finalizing any equipment specifications.
FAQ
Q: What is the difference between a tubing head spool and a casing spool?
A: A casing spool sits lower in the wellhead stack. It suspends and seals the secondary casing strings. The tubing head spool installs at the very top of the surface wellhead. It bears the load of the production tubing and provides a primary sealing base for the Christmas tree.
Q: How do lock-down screws function in an API 6A tubing head spool?
A: Lock-down screws serve a critical dual purpose. First, they mechanically retain the tubing hanger. This prevents the hanger from blowing out during sudden upward pressure spikes. Second, tightening these screws physically energizes the internal dynamic pack-off seals tightly around the hanger body.
Q: What material class is required for a tubing head spool in H2S environments?
A: H2S environments strictly require API 6A Material Classes DD, EE, FF, or HH. These specific classes enforce mandatory compliance with NACE MR0175 standards. This exact metallurgy prevents sudden sulfide stress cracking and dangerously rapid hydrogen embrittlement.
Q: How is the secondary seal verified after installing the tubing head spool?
A: Operators verify the seal using a designated test port. This port sits strategically on the lower flange of the spool. Technicians inject fluid or grease through the port to apply hydrostatic pressure. They hold this pressure for 15 minutes to mathematically confirm the secondary seal holds perfectly.











