Katselukerrat: 0 Tekijä: Site Editor Julkaisuaika: 2026-04-26 Alkuperä: Sivusto
Korkean paineen, korkean lämpötilan (HPHT) ja happamissa palveluympäristöissä Letkupään kela toimii ensisijaisena painetta sisältävänä esteenä. Se istuu tukevasti kotelojärjestelmän ja joulukuusen välissä. Nämä ankarat toiminnalliset realiteetit vaativat laitteiden virheetöntä eheyttä. Vakiintumaton puolarakenne aiheuttaa suoraan katastrofaalisen tiivistevaurion. Väärä materiaalivalinta tuottaa samanlaisia tuhoisia seurauksia. Nämä laiminlyönnit laukaisevat suunnittelemattomia seisokkeja ja aiheuttavat vakavia turvallisuusriskejä. Vaatimusten vastaiset kaivonpäät aiheuttavat myös ankaria noudattamismaksuja. Pintakaivonpääjärjestelmien heikkoihin lenkkeihin ei ole varaa. Pyrimme tarjoamaan insinööreille ja hankintatiimeille objektiivisen arviointikehyksen. Opit arvioimaan oikein API 6A -malleja. Katamme kriittiset suunnitteluominaisuudet, materiaaliluokkaohjeet ja tiukat testausvaatimukset. Tämä tieto takaa pitkän aikavälin kaivon eheyden ja ehdottoman toimintavarmuuden.
Suunnittelulaitteiden eheys: Ominaisuuksista, kuten suorat kulhot, lukitusruuvit ja integroidut pohjalaipan testiportit, ei voida neuvotella toissijaisten tiivisteiden tarkistamisessa HPHT-ympäristöissä.
Materiaalien yhteensopivuus on binäärinen: Käyttö hapan kaasun (H2S/CO2) olosuhteissa edellyttää tiukkaa NACE MR0175/ISO 15156 -standardin ja erityisten API 6A -materiaaliluokkien (esim. DD, EE, FF, HH) noudattamista.
Testaus vähentää riskiä: Todennettavissa oleva Factory Acceptance Testing (FAT) -testaus, mukaan lukien hydrostaattiset kiinnitykset (1,5-kertainen käyttöpaine 15 minuutin ajan), on erittäin tärkeää tuotespesifikaatiotason (PSL) 3 ja 4 laitteiden validoinnissa.
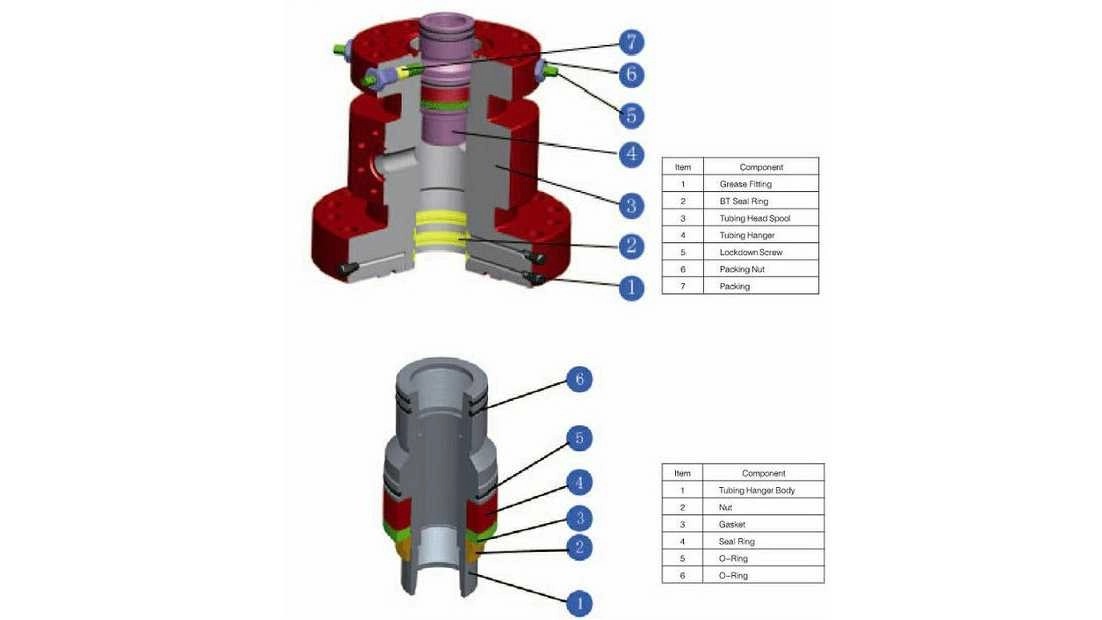
The Putkipääkela toimii pintakaivon pääpinon ylimpänä kelana. Se ripustaa letkun ripustimen turvallisesti. Kenttäoperaattorit kutsuvat tätä ripustin usein 'koiramutteriksi'. Kela tiivistää rengasmaisen tilan täydellisesti. Se eristää kriittisen vyöhykkeen tuotantokotelon ja letkusarjan välillä. Se tarjoaa myös tukevan pohjan. Tämä alusta tukee turvallisesti Blowout Preventer (BOP) -laitetta porausvaiheiden aikana. Komponentti yhdistää tehokkaasti porausvaiheen ja lopullisen tuotantovaiheen.
Huono puolan valmistus vahingoittaa kenttätoimintoja vakavasti. Kohtaat valtavia fyysisiä riskejä, kun ohitat API-standardit. API-sertifioidut laitteet alentavat tilastollisesti mekaanisten vikojen määrää. Se myös minimoi odottamattomia laitteiston seisokkeja. Vaatimustenvastaiset komponentit aiheuttavat usein vaarallisia painevuotoja. Laitteen seisokit pysäyttävät tuotannon kokonaan. Operaattorit menettävät tuloja joka tunti, kun laite on käyttämättömänä. Sertifioidut komponentit takaavat jatkuvan toiminnan. Kompromissoitunut metallurgia vaatii pohjimmiltaan räjähdysskenaarioita.
Nykyaikainen energiantuotanto asettaa rajoja päivittäin. Käyttäjät kohtaavat usein äärimmäisiä painekynnyksiä. Syvät säiliöt tuottavat nykyään jopa 20 000 psi:n luonnollisesti. Syövyttävät nesteprofiilit tuhoavat helposti standardimetallurgian. Vakiohiiliteräs epäonnistuu näissä äärimmäisen happamissa käyttöolosuhteissa. Rikkivety ja hiilidioksidi hyökkäävät aggressiivisesti heikkoja metalleja vastaan. Meidän on otettava käyttöön suunniteltuja ratkaisuja, jotka kestävät nämä brutaalit maanalaiset ympäristöt.
Insinöörit arvioivat kulhon sisäistä arkkitehtuuria huolellisesti. Yleensä valitset suorien kulhojen ja kartiomaisten profiilien välillä. Suorat kulhot tarjoavat paljon laajemman yhteensopivuuden. Niihin mahtuu helposti erilaisia putkiripustimia. Suorat mallit poistavat usein kohdistustappien tarpeen. Tämä yksinkertainen geometria virtaviivaistaa asennusta valtavasti. Kartioprofiilit tarjoavat täysin erilaiset kantavuusominaisuudet. Kulhon geometria vaikuttaa suoraan luotettaviin ripustimen asetuksiin. Suora kulho mahdollistaa saumattoman ripustimen asennuksen. Käyttäjät välttävät monimutkaiset kiertosuuntausongelmat kokonaan.
Alalaipan integroidut testiportit ovat ehdottoman välttämättömiä. Operaattorit käyttävät näitä portteja fyysiseen eheyden tarkistamiseen. Ne vahvistavat laipan ja toissijaisen tiivisteen lujuuden. Ruiskutat painetta näiden porttien kautta asennusprosessin alussa. Tämä fyysinen todentaminen tapahtuu ennen kuin etenee kaivoon. Varmistus varmistaa, että ensisijainen este kestää lujasti säiliön potkuja. Ilman testiportteja käyttäjät arvaavat sisäisen tiivisteen eheyden. Arvaus johtaa katastrofaalisiin räjähdysskenaarioihin lautan lattialla.
Lukitusruuveilla on tärkeä mekaaninen rooli. Ne suojaavat letkun ripustimen äkillisiltä ylöspäin suuntautuvilta painepiikkeiltä. Korkeapaineiset ympäristöt synnyttävät valtavia ylöspäin suuntautuvia voimia. Nämä voimat yrittävät irrottaa ripustimen väkivaltaisesti. Käytät lukitusruuveja estääksesi tämän pystysuuntaisen liikkeen. Lisäksi ne aktivoivat mekaanisesti dynaamisia pakkaustiivisteitä. Nämä elastomeeriset tiivisteet sijaitsevat syvällä kelakokoonpanossa. Näiden ruuvien oikea kiristysmomentti takaa tiukan ja luotettavan tiivisteen aktivoinnin.
Ominaisuus |
Suunnittelun lähestymistapa |
Ensisijainen toiminnallinen hyöty |
|---|---|---|
Sisäinen kulho |
Suora profiili |
Poistaa kohdistustapit; laajentaa ripustimen yhteensopivuutta. |
Testiportit |
Integroitu pohjalaippa |
Mahdollistaa toissijaisten tiivisteiden fyysisen paineen tarkistamisen. |
Lukitusruuvit |
Kierteitetty ulkoinen sisääntulo |
Mekaanisesti jännittää pakkaustiivisteet; estää puhalluksen ylöspäin. |
Standardi API 6A -paineluokitukset määrittelevät tiukat perusrajat. Ne vaihtelevat 2 000 psi:stä massiiviseen 20 000 psi:iin. Lämpötilaluokitukset ulottuvat laajalti luokasta K luokkaan Y. Luokka K kestää erittäin kylmiä ympäristöjä aina -60 °C:seen asti. Luokka Y kestää voimakasta geotermistä lämpöä jopa 345 °C:seen asti. Sinun on vastattava näitä arvioita tarkasti paikallisen ympäristösi kanssa. Väärät lämpötilaluokitukset tuhoavat elastomeeriset tiivisteet nopeasti.
Syövyttävät ympäristöt vaativat tarkkoja metallurgian valintoja. Materiaaliluokat vaihtelevat aakkosjärjestyksessä AA:sta HH:han. Yleinen palvelu vaatii perusluokkia, kuten AA, BB tai CC. H2S- ja CO2-ympäristöt sanelevat kuitenkin tiukat palveluvaatimukset. Sinun on ankkuroitava valintakriteerisi turvallisesti NACE MR0175 -standardin mukaisiksi. Tämä estää vaarallisen sulfidijännityshalkeilun. Se myös estää äkillisen vetyhaurastumisen.
Suosittelemme tutustumaan tiettyihin luokkiin alla:
Luokka DD: Hapan palvelusovellus, jossa käytetään tyypillisesti tiettyjä niukkaseosteisia teräksiä.
Luokka EE: Hapan palvelusovellus, joka vaatii erikoisseoksia hieman ankarampiin kemiallisiin olosuhteisiin.
Luokka FF: Kova hapan käyttö, joka sisältää runsaasti ruostumattomia terässeoksia.
Luokka HH: Äärimmäisen hapan palvelu, joka vaatii erittäin korroosionkestäviä metalliseoksia (CRA), kuten Inconel 625.
PSL 1 - PSL 4 määrittelevät laadunvalvonnan tiukan. PSL 1 koskee vain peruskäyttöön tarkoitettuja kaivoja. HPHT ja kriittiset offshore-sovellukset vaativat tiukkaa validointia. Ne vaativat luonnostaan PSL 3:n, PSL 3G:n tai PSL 4:n. PSL 3G sisältää erityisesti tiukat kaasutestausprotokollat. PSL 4 sisältää yksittäisten komponenttien laajan tuhoavan ja rikkomattoman testauksen. Se varmistaa täydellisen nollavirheen perustaontaprosessissa.
Asennuksen aikaiset menettelytavat testaavat voimakkaasti laitteiden lujuutta. Kelan tulee tukea luotettavasti massiivista BOP-painoa. BOP-pinot painavat helposti useita tonneja. Kela käsittelee tätä valtavaa staattista kuormaa jatkuvasti. Se myös helpottaa tärkeitä nestepiirin palautuksia porauksen aikana. Sen on tehtävä tämä vaarantamatta koskaan tiivisteen eheyttä. Insinöörit laskevat tarkat kuormituksen laakerit etukäteen. Pieni vika tässä aiheuttaa koko kaivonpääpinon siirtymisen vaarallisesti.
Sivustotason vaatimustenmukaisuus edellyttää tiukkoja kenttätestausstandardeja. Käyttäjät ruiskuttavat yleensä rasvaa turvallisesti testiaukkoon. He tekevät tämän testatakseen painekynnykset perusteellisesti. Hydrostaattisen paineen ylläpitäminen varmistaa laitteiden eheyden reaaliajassa. Testaamme yleensä jopa 80 % kotelon puristuspaineesta. Järjestelmän on säilytettävä tämä paine täydellisesti. Se vaatii stabiloidun 15 minuutin ikkunan ilman havaittavia painehäviöitä.
Säännöllinen huolto pitää kaivonpäät toiminnassa turvallisesti vuosia. Miehistön tulee toteuttaa suunnitellut protokollat tehokkaasti. Tässä ovat tärkeimmät ylläpitovaatimukset, jotka sinun tulee toteuttaa:
Tarkasta pinnoitteet: Tarkista säännöllisesti kaikki ulkoiset korroosionestopinnoitteet sirujen tai vakavan ympäristövaurion varalta.
Valvontaventtiilit: Tarkkaile venttiilien toimintaa huolellisesti kaikissa sivuaukoissa. Varmista, että portit avautuvat ja sulkeutuvat tarttumatta.
Vaihda tiivisteet: Suorita suunnitellut vaihtojaksot O-renkaille ja tiivisteille. Operaattorit noudattavat tyypillisesti tiukkaa 5 vuoden elinkaarta.
Voitele osat: Ruiskuta tuoretta rasvaa säännöllisesti määritettyihin liittimiin. Tämä estää sisäkierteen rappeutumisen ajan myötä.
Äärimmäiset HPHT-olosuhteet lyhentävät usein tätä standardia 5 vuoden elinkaarta huomattavasti. Sinun on seurattava kenttäolosuhteita jatkuvasti säätääksesi näitä aikajanaa.
Ostajien on tarkistettava aktiivisesti API Spec 6A -lisenssit. Käytä virallista API Composite List -luetteloa verkossa. Tämä digitaalinen portaali suodattaa välittömästi pois vahvistamattomat white-label-vaatimukset. Väärennetyt komponentit vaarantavat koko porauksen. Aito valmistaja näyttää ylpeänä aktiivisen API-monogramminsa. He ovat tervetulleita sisäisen hankintatiimin suorittamiin tarkastustarkastuksiin milloin tahansa.
Etsi toimittajia, jotka tarjoavat täydellisen laadunvalvonnan läpinäkyvyyden. Heidän tulee tarjota kattavat asiakirjat mielellään. Tarvitset todisteen NDE-henkilöstön valtuuksista. Niihin kuuluu yleensä tunnustettu ASNT- tai ISO 9712 -standardin mukainen sertifikaatti. Vaadi yksittäisten materiaalien kovuustestien tietoja. Läpinäkyvät valmistajat jakavat nämä tärkeät metallurgiset tiedot välittömästi pyynnöstä.
Arvioi toimittajia siitä, kuinka he noudattavat tiukasti standardi API-mittoja. Vakiomitat takaavat toiminnallisen vaihdettavuuden olemassa olevan kalustosi välillä. Niiden avulla uusi kelasi voi liittyä saumattomasti vanhoihin kaivonpääjärjestelmiin. Kysy heidän todellisesta kyvystään toimittaa erikoisvarusteita nopeasti. Tarvitset luotettavia toimittajia, jotka toimittavat tärkeitä komponentteja ilman liiallisia läpimenoaikoja. Pitkät toimitusajat pysäyttävät kenttätyöt ja häiritsevät projektien aikatauluja merkittävästi.
Määritetään a Tubing Head Spool on tärkeä harjoitus riskienhallinnassa. Se menee paljon pidemmälle kuin yksinkertainen rutiinihankintatehtävä. Suunnittelemattomat painepotkut eivät välitä toimintabudjeteista. Ne testaavat puhtaasti asennetun teräksen absoluuttiset fyysiset rajat. Varmista, että kaivonpään toimintasi pysyvät luonnostaan turvallisina ja vaatimustenmukaisina, seuraavilla toimilla:
Kohdista sisäinen kulhon muotoilu tiukasti fyysisten kaivoolosuhteiden ja olemassa olevien ripustimien kanssa.
Varmista, että materiaaliluokka ja PSL-luokitukset vastaavat täydellisesti odotettuja happaman nesteen profiileja.
Neuvottele tiiviisti teknisten myyntitiimien kanssa suunnitteluvaiheessa.
Tarkista tarkat kaivon kaaviot perusteellisesti ennen kuin viimeistelet laitteen tekniset tiedot.
V: Kotelon kela on alempana kaivonpääpinossa. Se ripustaa ja tiivistää toissijaisen kotelon jouset. Letkun pään kela asennetaan pintakaivon pään yläosaan. Se kantaa tuotantoputkien kuorman ja tarjoaa ensisijaisen tiivistysalustan joulukuuselle.
V: Lukitusruuvit palvelevat kahta kriittistä tarkoitusta. Ensinnäkin ne pitävät mekaanisesti letkun ripustimen. Tämä estää ripustin puhaltamasta ulos äkillisten ylöspäin suuntautuvien painepiikkien aikana. Toiseksi näiden ruuvien kiristäminen aktivoi sisäiset dynaamiset pakkaustiivisteet tiukasti ripustimen rungon ympärillä.
V: H2S-ympäristöt vaativat ehdottomasti API 6A -materiaaliluokkia DD, EE, FF tai HH. Nämä erityisluokat pakottavat noudattamaan NACE MR0175 -standardeja. Tämä tarkka metallurgia estää äkillisen sulfidijännityshalkeilun ja vaarallisen nopean vetyhaurastumisen.
V: Käyttäjät tarkistavat sinetin käyttämällä määritettyä testiporttia. Tämä portti sijaitsee strategisesti puolan alemmalla laipalla. Teknikot ruiskuttavat nestettä tai rasvaa portin läpi hydrostaattisen paineen aikaansaamiseksi. Ne pitävät tätä painetta 15 minuuttia varmistaakseen matemaattisesti, että toissijainen tiiviste pysyy täydellisesti.










