Vizualizări: 0 Autor: Editor site Ora publicării: 2026-04-26 Origine: Site
În medii de înaltă presiune, temperatură înaltă (HPHT) și acrișoare, Tubing Head Spool servește ca barieră principală care conține presiunea. Se așează în siguranță între sistemul de carcasă și bradul de Crăciun. Aceste realități operaționale dure necesită o integritate impecabilă a echipamentului. Designul substandard al bobinei cauzează în mod direct defectarea catastrofală a etanșării. Selectarea necorespunzătoare a materialului aduce rezultate similare dezastruoase. Aceste neglijări declanșează timpi neplanificați și creează riscuri severe de siguranță. Capurile de sondă neconforme introduc, de asemenea, sancțiuni mari de conformitate. Nu vă permiteți legături slabe în sistemele cu capul de puț de suprafață. Ne propunem să oferim inginerilor și echipelor de achiziții un cadru obiectiv de evaluare. Veți învăța cum să evaluați corect modelele API 6A. Acoperim caracteristici critice de proiectare, linii directoare ale clasei de materiale și cerințe stricte de testare. Aceste cunoștințe asigură integritatea puțului pe termen lung și fiabilitatea operațională absolută.
Designul conduce integritatea: Caracteristici precum designul cuvei drepte, șuruburile de blocare și porturile de testare integrate ale flanșei inferioare nu sunt negociabile pentru verificarea etanșărilor secundare în mediile HPHT.
Conformitatea materialelor este binară: Funcționarea în condiții de gaz acru (H2S/CO2) necesită respectarea strictă a NACE MR0175/ISO 15156 și a claselor de materiale specifice API 6A (de exemplu, DD, EE, FF, HH).
Testarea atenuează riscul: Testarea verificabilă de acceptare în fabrică (FAT), inclusiv reținerile hidrostatice (1,5x presiunea de lucru timp de 15 minute), este esențială pentru validarea echipamentelor de nivel 3 și 4 de specificație a produsului (PSL).
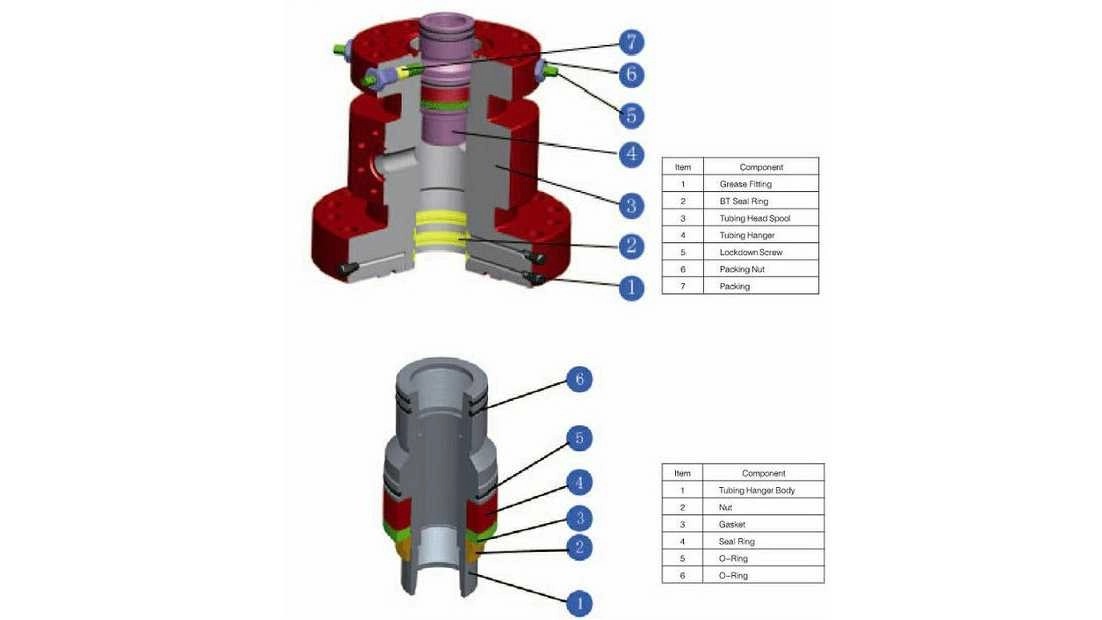
The Tubing Head Spool acţionează ca bobina cea mai de sus din stiva de suprafaţă a capului sondei. Acesta suspendă în siguranță suportul pentru tuburi. Operatorii de teren numesc frecvent acest umeraș „nucă de câine”. Bobina etanșează perfect spațiul inelar. Izolează zona critică dintre carcasa de producție și șirul de țevi. De asemenea, oferă o bază robustă. Această bază susține în siguranță Blowout Preventer (BOP) în timpul fazelor de foraj. Componenta realizează o punte între faza de foraj și faza finală de producție.
Fabricarea inferioară a bobinei dăunează grav operațiunilor de pe teren. Te confrunți cu riscuri fizice imense atunci când ignori standardele API. Echipamentele certificate API reduc statistic ratele de defecțiuni mecanice. De asemenea, minimizează timpul neașteptat al instalației. Componentele neconforme cauzează frecvent scurgeri de presiune periculoase. Timpul de nefuncționare a instalației oprește complet producția. Operatorii pierd venituri în fiecare oră în care platforma sta inactiv. Componentele certificate garantează un flux operațional continuu. Metalurgia compromisă invită în esență scenarii de explozie.
Producția modernă de energie împinge limitele zilnic. Operatorii se confruntă frecvent cu praguri de presiune extreme. Rezervoarele adânci acum generează până la 20.000 psi în mod natural. Profilele fluide corozive distrug cu ușurință metalurgia standard. Oțelul carbon standard se defectează în aceste condiții extreme de funcționare acru. Hidrogenul sulfurat și dioxidul de carbon atacă agresiv metalele slabe. Trebuie să implementăm soluții proiectate capabile să reziste acestor medii subterane brutale.
Inginerii evaluează cu atenție arhitectura bolului intern. În general, alegeți între modele cu bol drept și profile conice. Bolurile drepte oferă o compatibilitate mult mai largă. Acestea găzduiesc cu ușurință diverse umerașe pentru tuburi. Designurile drepte elimină adesea nevoia de știfturi de aliniere. Această geometrie simplă simplifică enorm instalarea. Profilele conice oferă caracteristici portante complet diferite. Geometria bolului are un impact direct asupra procedurilor fiabile de setare a umerașului. Un bol drept permite instalarea fără sudură a cuierului. Operatorii evită complet problemele complexe de aliniere a rotației.
Porturile de testare integrate pe flanșa inferioară rămân absolut esențiale. Operatorii folosesc aceste porturi pentru a verifica fizic integritatea. Acestea confirmă rezistența flanșei și a etanșării secundare. Injectați presiune prin aceste porturi la începutul procesului de instalare. Această verificare fizică are loc înainte de a trece la intervenția în puț. Verificarea asigură că bariera primară se menține puternică împotriva loviturilor de rezervor. Fără porturi de testare, operatorii ghicesc despre integritatea etanșării interne. Ghicitul duce la scenarii de explozie catastrofale pe podeaua platformei.
Șuruburile de blocare joacă un rol mecanic vital. Ele asigură suportul pentru tuburi împotriva vârfurilor bruște de presiune în sus. Mediile de înaltă presiune generează forțe ascendente masive. Aceste forțe încearcă să disloqueze umerașul în mod violent. Utilizați șuruburi de blocare pentru a preveni această mișcare verticală. În plus, ele activează mecanic etanșările dinamice de ambalare. Aceste etanșări elastomerice se află adânc în ansamblul bobinei. Cuplul adecvat al acestor șuruburi garantează activarea etanșării strânse și fiabile.
Caracteristică |
Abordarea de proiectare |
Beneficiu operațional primar |
|---|---|---|
Bol intern |
Profil drept |
Elimină știfturile de aliniere; extinde compatibilitatea cu umerașul. |
Porturi de testare |
Flanșă inferioară integrată |
Permite verificarea presiunii fizice a etanșărilor secundare. |
Șuruburi de blocare |
Intrare externă cu filet |
Energizează mecanic sigiliile de ambalare; previne explozia ascendentă. |
Evaluările standard de presiune API 6A stabilesc limite stricte de referință. Acestea variază de la 2.000 psi până la 20.000 psi masive. Clasificarea temperaturii se întinde pe scară largă de la Clasa K la Clasa Y. Clasa K se ocupă de medii extrem de reci până la -60°C. Clasa Y rezistă la căldură geotermală intensă de până la 345°C. Trebuie să potriviți aceste evaluări exact cu mediul dvs. local. Evaluările de temperatură nepotrivite distrug rapid garniturile elastomerice.
Mediile corozive necesită alegeri precise de metalurgie. Clasele de materiale variază alfabetic de la AA la HH. Serviciile generale necesită clase de bază precum AA, BB sau CC. Cu toate acestea, mediile H2S și CO2 impun cerințe stricte de serviciu. Trebuie să vă ancorați criteriile de selecție în siguranță la conformitatea NACE MR0175. Acest lucru previne fisurarea periculoasă prin stres cu sulfuri. De asemenea, oprește fragilizarea bruscă a hidrogenului.
Vă recomandăm cu căldură să revizuiți clasele specifice de mai jos:
Clasa DD: Aplicație de serviciu acru, utilizând de obicei oțeluri slab aliate specifice.
Clasa EE: Aplicație de serviciu acru, care necesită aliaje specializate pentru condiții chimice puțin mai dure.
Clasa FF: Serviciu acru sever, care încorporează puternic aliaje de oțel inoxidabil.
Clasa HH: Serviciu extrem de acru, care necesită aliaje foarte rezistente la coroziune (CRA) precum Inconel 625.
PSL 1 până la PSL 4 definesc rigoarea controlului calității. PSL 1 se aplică numai puțurilor de utilități de bază. HPHT și aplicațiile offshore critice necesită o validare strictă. Acestea necesită în mod inerent PSL 3, PSL 3G sau PSL 4. PSL 3G include în mod specific protocoale riguroase de testare a gazelor. PSL 4 implică teste distructive și nedistructive extinse ale componentelor individuale. Acesta asigură zero defecte absolute în procesul de forjare a bazei.
Realitățile procedurale din timpul instalării testează puternic rezistența echipamentului. Bobina trebuie să suporte în mod fiabil greutatea BOP masivă. Stivele BOP cântăresc cu ușurință câteva tone. Bobina suportă în mod continuu această sarcină statică imensă. De asemenea, facilitează retururile esențiale ale circuitului de fluid în timpul forării. Trebuie să facă acest lucru fără a compromite niciodată integritatea etanșării. Inginerii calculează încărcături precise în prealabil. O defecțiune minoră aici face ca întreaga stivă a capului puțului să se miște periculos.
Conformitatea la nivel de site implică standarde stricte de testare pe teren. Operatorii injectează de obicei grăsimea în siguranță în porturile de testare. Ei fac acest lucru pentru a testa pragurile de presiune în detaliu. Menținerea presiunii hidrostatice verifică integritatea echipamentului în timp real. În mod obișnuit, testăm până la 80% din presiunea de colaps a carcasei. Sistemul trebuie să mențină această presiune perfect. Necesită o fereastră stabilizată de 15 minute, fără căderi de presiune detectabile.
Întreținerea de rutină face ca puțurile să funcționeze în siguranță ani de zile. Echipajele trebuie să execute protocoalele planificate în mod eficient. Iată cerințele de bază de întreținere pe care ar trebui să le implementați:
Inspectați acoperirile: verificați în mod obișnuit toate acoperirile exterioare anticorozive pentru a detecta așchii sau degradare severă a mediului.
Monitorizarea supapelor: Observați cu atenție activitatea supapelor pe toate ieșirile laterale. Asigurați-vă că porțile se deschid și se închid fără a se lipi.
Înlocuiți garniturile: executați ciclurile de înlocuire planificate pentru inele O și garnituri. De obicei, operatorii aplică un ciclu de viață strict de 5 ani.
Lubrifiați piesele: injectați unsoare proaspătă în mod regulat în fitingurile specificate. Acest lucru previne uzura filetului intern în timp.
Condițiile HPHT extreme scurtează adesea acest ciclu de viață standard de 5 ani considerabil. Trebuie să monitorizați în mod continuu condițiile de pe teren pentru a ajusta aceste cronologie.
Cumpărătorii trebuie să verifice cu atenție licențele active API Spec 6A. Utilizați lista oficială API Composite online. Acest portal digital filtrează imediat revendicările de etichetă albă neverificate. Componentele contrafăcute vă pun în pericol întreaga operațiune de foraj. Un producător autentic își afișează cu mândrie monograma API activă. Aceștia salută oricând audituri de verificare din partea echipei de achiziții interne.
Căutați furnizori care oferă o transparență absolută a controlului calității. Ar trebui să furnizeze de bunăvoie o documentație cuprinzătoare. Aveți nevoie de dovada acreditărilor personalului de examinare nedistructivă (NDE). Acestea includ de obicei certificări recunoscute ASNT sau ISO 9712 standard. Cerere de a vedea datele individuale de testare a durității materialului. Producătorii transparenți împărtășesc aceste înregistrări metalurgice critice imediat la cerere.
Evaluați furnizorii cu privire la respectarea strictă a dimensiunilor API standard. Dimensiunile standard garantează interschimbabilitatea funcțională în flota dvs. existentă. Acestea permit noului dvs. tambur să se cupleze fără probleme cu sistemele vechi de cap de puț. Întrebați despre capacitatea lor reală de a furniza rapid echipamente specializate. Aveți nevoie de furnizori de încredere care să livreze componente critice fără timpi de livrare excesivi. Perioadele lungi de livrare blochează operațiunile pe teren și perturbă semnificativ programarea proiectelor.
Specificând a Tubing Head Spool reprezintă un exercițiu vital în managementul riscului. Depășește cu mult o simplă sarcină de rutină de achiziție. Loviturile de presiune neplanificate nu le pasă de bugetele operaționale. Ei testează pur și simplu limitele fizice absolute ale oțelului instalat. Asigurați-vă că operațiunile din capul puțului rămân în mod inerent sigure și conforme, luând următorii pași acționați:
Aliniați designul interior al bolului strict cu condițiile fizice ale puțului și cu stilurile de umeraș existente.
Verificați că clasa de material și evaluările PSL se potrivesc perfect cu profilurile anticipate de fluid acid.
Consultați-vă îndeaproape cu echipele tehnice de vânzări la începutul fazei de planificare.
Examinați cu atenție schemele exacte ale puțurilor înainte de a finaliza orice specificație a echipamentului.
R: O bobină de carcasă se află mai jos în stiva capului puțului. Suspendă și etanșează șirurile carcasei secundare. Bobina capului tubului se instalează chiar în partea de sus a capului sondei de suprafață. Suportă sarcina tubului de producție și oferă o bază de etanșare primară pentru pomul de Crăciun.
R: Șuruburile de blocare au un scop dublu critic. În primul rând, ele rețin mecanic suportul pentru tuburi. Acest lucru împiedică umerașul să explodeze în timpul creșterilor bruște de presiune. În al doilea rând, strângerea acestor șuruburi energizează fizic etanșările dinamice interne de ambalare în jurul corpului suportului.
R: Mediile H2S necesită strict clasele de materiale API 6A DD, EE, FF sau HH. Aceste clase specifice impun respectarea obligatorie cu standardele NACE MR0175. Această metalurgie exactă previne fisurarea bruscă a stresului de sulfură și fragilizarea periculos de rapidă a hidrogenului.
R: Operatorii verifică sigiliul folosind un port de testare desemnat. Acest port se așează strategic pe flanșa inferioară a bobinei. Tehnicienii injectează fluid sau grăsime prin orificiu pentru a aplica presiune hidrostatică. Ei țin această presiune timp de 15 minute pentru a confirma matematic că sigiliul secundar se menține perfect.










