Aantal keren bekeken: 0 Auteur: Site-editor Publicatietijd: 26-04-2026 Herkomst: Locatie
In omgevingen met hoge druk, hoge temperatuur (HPHT) en zure service kan de Tubing Head Spool dient als de primaire drukhoudende barrière. Hij zit veilig tussen het omkastingssysteem en de kerstboom. Deze harde operationele realiteit vereist een onberispelijke integriteit van de apparatuur. Een ondermaats spoelontwerp veroorzaakt direct catastrofaal falen van de afdichting. Onjuiste materiaalkeuze brengt vergelijkbare rampzalige resultaten met zich mee. Deze vergissingen leiden tot ongeplande stilstand en creëren ernstige veiligheidsrisico's. Niet-conforme boorputten introduceren ook zware boetes voor naleving. U kunt zich geen zwakke schakels in oppervlakteputmondsystemen veroorloven. Wij streven ernaar om ingenieurs en inkoopteams een objectief evaluatiekader te bieden. Je leert hoe je API 6A-ontwerpen goed kunt beoordelen. We behandelen kritische ontwerpkenmerken, richtlijnen voor materiaalklassen en strikte testvereisten. Deze kennis garandeert een langdurige boorputintegriteit en absolute bedrijfszekerheid.
Ontwerp stimuleert integriteit: Kenmerken zoals ontwerpen met rechte kom, borgschroeven en geïntegreerde testpoorten in de onderflens zijn niet onderhandelbaar voor het verifiëren van secundaire afdichtingen in HPHT-omgevingen.
De naleving van de eisen op het gebied van materialen is binair: werken onder zure gasomstandigheden (H2S/CO2) vereist strikte naleving van NACE MR0175/ISO 15156 en specifieke API 6A-materiaalklassen (bijv. DD, EE, FF, HH).
Testen beperken risico's: Verifieerbare Factory Acceptance Tests (FAT), inclusief hydrostatische opslag (1,5x werkdruk gedurende 15 minuten), zijn van cruciaal belang voor het valideren van Product Specification Level (PSL) 3 en 4 apparatuur.
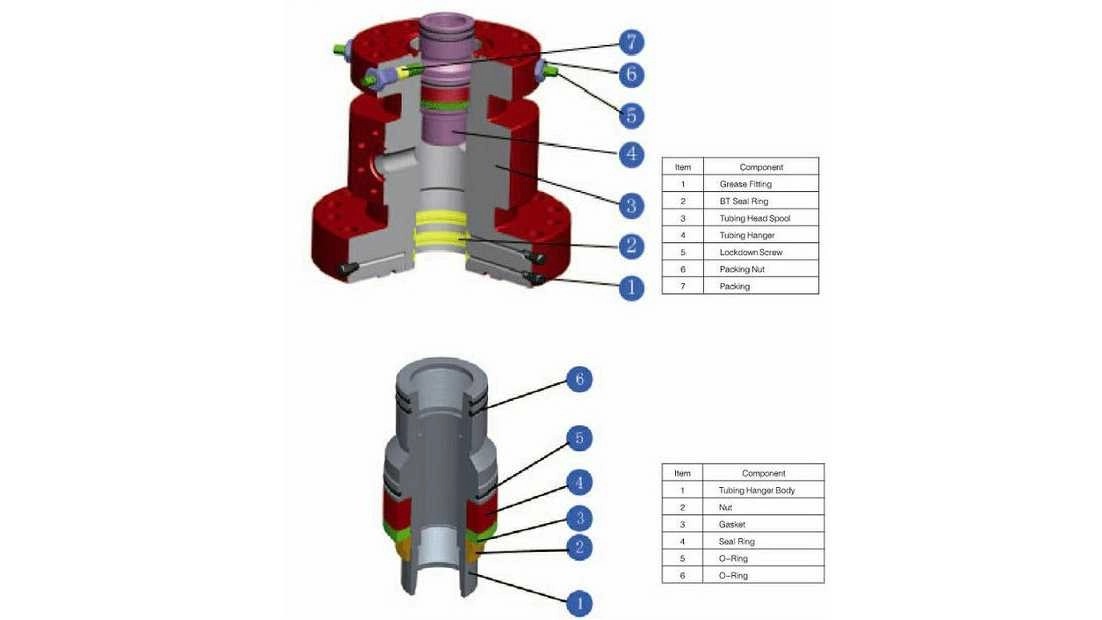
De Tubing Head Spool fungeert als de bovenste spoel in de putkopstapel aan het oppervlak. Het hangt de slanghanger veilig op. Exploitanten in het veld noemen deze hanger vaak de 'hondenmoer'. De spoel sluit de ringvormige ruimte perfect af. Het isoleert de kritische zone tussen de productiemantel en de buizenreeks. Het biedt ook een robuuste basis. Deze basis ondersteunt de Blowout Preventer (BOP) veilig tijdens boorfasen. Het onderdeel overbrugt effectief de boorfase en de uiteindelijke productiefase.
Inferieure spoelproductie beschadigt de veldactiviteiten ernstig. U loopt enorme fysieke risico's als u API-standaarden negeert. API-gecertificeerde apparatuur verlaagt het percentage mechanische storingen statistisch. Het minimaliseert ook onverwachte stilstand van de boorinstallatie. Niet-conforme componenten veroorzaken vaak gevaarlijke druklekken. Door stilstand van de boorinstallatie wordt de productie volledig stopgezet. Operators verliezen inkomsten elk uur dat het platform inactief is. Gecertificeerde componenten garanderen een continue operationele stroom. Gecompromitteerde metallurgie nodigt in wezen uit tot uitbarstingsscenario's.
De moderne energieproductie verlegt dagelijks grenzen. Operators worden vaak geconfronteerd met extreme drukdrempels. Diepe reservoirs genereren nu op natuurlijke wijze tot 20.000 psi. Corrosieve vloeistofprofielen vernietigen gemakkelijk de standaardmetallurgie. Standaard koolstofstaal faalt onder deze extreem zure gebruiksomstandigheden. Waterstofsulfide en kooldioxide vallen zwakke metalen agressief aan. We moeten technische oplossingen inzetten die bestand zijn tegen deze brutale ondergrondse omgevingen.
Ingenieurs evalueren de interne komarchitectuur zorgvuldig. Meestal kiest u tussen rechte komontwerpen en taps toelopende profielen. Rechte kommen bieden een veel bredere compatibiliteit. Ze bieden gemakkelijk plaats aan verschillende slanghangers. Rechte ontwerpen elimineren vaak de noodzaak van uitlijningspennen. Deze eenvoudige geometrie stroomlijnt de installatie enorm. Conische profielen bieden geheel andere draageigenschappen. De geometrie van de kom heeft een directe invloed op de betrouwbare plaatsingsprocedures van de hanger. Een rechte kom maakt een naadloze installatie van de hanger mogelijk. Operators vermijden complexe problemen met de rotatie-uitlijning volledig.
Geïntegreerde testpoorten op de onderflens blijven absoluut essentieel. Operators gebruiken deze poorten om de integriteit fysiek te verifiëren. Ze bevestigen de sterkte van de flens en de secundaire afdichting. U injecteert al vroeg in het installatieproces druk via deze poorten. Deze fysieke verificatie vindt plaats voordat er overgaat tot putinterventie. Verificatie zorgt ervoor dat de primaire barrière sterk blijft tegen schokken in het reservoir. Zonder testpoorten kunnen operators raden naar de integriteit van de interne afdichting. Gissen leidt tot catastrofale uitbarstingsscenario's op de boorplatformvloer.
Vergrendelingsschroeven spelen een cruciale mechanische rol. Ze beveiligen de slanghanger tegen plotselinge opwaartse drukpieken. Hogedrukomgevingen genereren enorme opwaartse krachten. Deze krachten proberen de hanger met geweld los te maken. Om deze verticale beweging te voorkomen, gebruikt u borgschroeven. Bovendien activeren ze mechanisch dynamische pack-off-afdichtingen. Deze elastomere afdichtingen zitten diep in de spoelconstructie. Het juiste aanhaalmoment op deze schroeven garandeert een strakke, betrouwbare activering van de afdichting.
Functie |
Ontwerpbenadering |
Primair operationeel voordeel |
|---|---|---|
Interne kom |
Recht profiel |
Elimineert uitlijningspinnen; verbreedt de compatibiliteit van hangers. |
Testpoorten |
Onderflens geïntegreerd |
Maakt fysieke drukverificatie van secundaire afdichtingen mogelijk. |
Vergrendelbare schroeven |
Externe ingang met schroefdraad |
Bekrachtigt mechanisch de pack-off-afdichtingen; voorkomt opwaartse uitbarsting. |
Standaard API 6A-drukclassificaties brengen strikte basislijnlimieten in kaart. Ze variëren van 2.000 psi tot maar liefst 20.000 psi. Temperatuurclassificaties variëren grofweg van klasse K tot klasse Y. Klasse K is geschikt voor extreem koude omgevingen tot -60°C. Klasse Y is bestand tegen intense geothermische hitte tot 345°C. U moet deze beoordelingen exact afstemmen op uw lokale omgeving. Niet-overeenkomende temperatuurwaarden vernietigen elastomere afdichtingen snel.
Corrosieve omgevingen vereisen nauwkeurige metallurgische keuzes. Materiaalklassen variëren alfabetisch van AA tot HH. Algemene service vereist basisklassen zoals AA, BB of CC. H2S- en CO2-omgevingen dicteren echter strikte servicevereisten. U moet uw selectiecriteria veilig verankeren in overeenstemming met NACE MR0175. Dit voorkomt gevaarlijke sulfide-spanningsscheuren. Het stopt ook plotselinge waterstofverbrossing.
We raden u ten zeerste aan de onderstaande specifieke klassen te bekijken:
Klasse DD: Zure servicetoepassing, waarbij doorgaans gebruik wordt gemaakt van specifieke laaggelegeerde staalsoorten.
Klasse EE: Zure servicetoepassing, waarvoor gespecialiseerde legeringen nodig zijn voor iets zwaardere chemische omstandigheden.
Klasse FF: Ernstig zure service, met veel roestvrijstalen legeringen.
Klasse HH: Extreem zuur gebruik, waarbij zeer corrosiebestendige legeringen (CRA's) zoals Inconel 625 vereist zijn.
PSL 1 tot en met PSL 4 definiëren de strengheid van kwaliteitscontrole. PSL 1 is alleen van toepassing op basisputten. HPHT en kritische offshore-toepassingen vereisen strikte validatie. Ze vereisen inherent PSL 3, PSL 3G of PSL 4. PSL 3G omvat specifiek strenge gastestprotocollen. PSL 4 omvat uitgebreide destructieve en niet-destructieve tests van afzonderlijke componenten. Het garandeert absolute nulfouten in het basissmeedproces.
De procedurele realiteit tijdens de installatie stelt de sterkte van de apparatuur zwaar op de proef. De spoel moet het enorme BOP-gewicht betrouwbaar kunnen ondersteunen. BOP-stapels wegen gemakkelijk enkele tonnen. De spoel verwerkt deze immense statische belasting continu. Het vergemakkelijkt ook de cruciale retourstromen van het vloeistofcircuit tijdens het boren. Het moet dit doen zonder ooit de integriteit van de zeehonden in gevaar te brengen. Ingenieurs berekenen vooraf nauwkeurige lastlagers. Een kleine storing zorgt ervoor dat de hele putmondstapel gevaarlijk verschuift.
Naleving op locatieniveau omvat strenge veldtestnormen. Operators injecteren vet doorgaans veilig in de testpoorten. Dit doen ze om drukdrempels grondig te testen. Door de hydrostatische druk in stand te houden, wordt de integriteit van de apparatuur in realtime geverifieerd. Normaal gesproken testen we tot 80% van de instortdruk van de behuizing. Het systeem moet deze druk perfect vasthouden. Het vereist een gestabiliseerd venster van 15 minuten zonder enige waarneembare drukval.
Routinematig onderhoud zorgt ervoor dat de putmonden jarenlang veilig blijven functioneren. Bemanningen moeten geplande protocollen effectief uitvoeren. Dit zijn de belangrijkste onderhoudsvereisten die u moet implementeren:
Inspecteer coatings: Controleer routinematig alle anticorrosiecoatings aan de buitenkant op schilfers of ernstige aantasting door het milieu.
Controleer de kleppen: Observeer zorgvuldig de klepactiviteit op alle zijuitlaten. Zorg ervoor dat poorten open en dicht gaan zonder dat ze blijven plakken.
Vervang afdichtingen: voer geplande vervangingscycli uit voor O-ringen en pakkingen. Exploitanten hanteren doorgaans een strikte levenscyclus van vijf jaar.
Onderdelen smeren: Injecteer regelmatig vers vet in de gespecificeerde fittingen. Dit voorkomt dat de interne draad na verloop van tijd gaat vreten.
Extreme HPHT-omstandigheden verkorten deze standaardlevenscyclus van vijf jaar vaak aanzienlijk. U moet de veldomstandigheden voortdurend monitoren om deze tijdlijnen aan te passen.
Kopers moeten actieve API Spec 6A-licenties zorgvuldig verifiëren. Gebruik de officiële API Composite List online. Dit digitale portaal filtert onmiddellijk niet-geverifieerde whitelabel-claims eruit. Nagemaakte onderdelen brengen uw gehele booroperatie in gevaar. Een authentieke fabrikant toont trots zijn actieve API-monogram. Ze verwelkomen op elk moment verificatieaudits van uw interne inkoopteam.
Zoek naar leveranciers die absolute transparantie op het gebied van kwaliteitscontrole bieden. Ze moeten graag uitgebreide documentatie verstrekken. U hebt een bewijs van de inloggegevens van het niet-destructief onderzoek (BDE) nodig. Deze omvatten doorgaans erkende ASNT- of ISO 9712-standaardcertificeringen. Vraag om individuele materiaalhardheidstestgegevens te zien. Transparante fabrikanten delen deze kritische metallurgische gegevens onmiddellijk op verzoek.
Evalueer leveranciers op hun strikte naleving van standaard API-dimensies. Standaardafmetingen garanderen functionele uitwisselbaarheid binnen uw bestaande wagenpark. Ze zorgen ervoor dat uw nieuwe spoel naadloos aansluit op oudere putmondsystemen. Vraag naar hun werkelijke vermogen om snel gespecialiseerde trims te leveren. U heeft betrouwbare leveranciers nodig die cruciale componenten leveren zonder buitensporige doorlooptijden. Lange doorlooptijden vertragen de werkzaamheden in het veld en verstoren de projectplanningen aanzienlijk.
Het specificeren van een Tubing Head Spool vertegenwoordigt een essentiële oefening in risicobeheer. Het gaat veel verder dan een eenvoudige routinematige inkooptaak. Ongeplande drukschoppen geven niets om operationele budgetten. Ze testen puur de absolute fysieke grenzen van uw geïnstalleerde staal. Zorg ervoor dat uw boorputactiviteiten inherent veilig en conform blijven door de volgende uitvoerbare stappen te nemen:
Stem het ontwerp van de interne kom strikt af op de fysieke omstandigheden en bestaande hangerstijlen.
Controleer of de materiaalklasse en PSL-classificaties perfect overeenkomen met uw verwachte zure-vloeistofprofielen.
Overleg al vroeg in de planningsfase nauw met de technische verkoopteams.
Controleer de exacte bronschema's grondig voordat u de specificaties van de apparatuur definitief maakt.
A: Een behuizingsspoel bevindt zich lager in de putkopstapel. Het hangt de secundaire behuizingsstrings op en dicht deze af. De tubinghead-spoel wordt helemaal bovenaan de putmond aan het oppervlak geïnstalleerd. Het draagt de belasting van de productiebuizen en vormt een primaire afdichtingsbasis voor de kerstboom.
A: Vergrendelingsschroeven dienen een cruciaal tweeledig doel. Ten eerste houden ze de slanghanger mechanisch vast. Dit voorkomt dat de hanger bij plotselinge opwaartse drukpieken uitwaait. Ten tweede worden door het aandraaien van deze schroeven de interne dynamische pack-off-afdichtingen fysiek strak rond het hangerlichaam bekrachtigd.
A: H2S-omgevingen vereisen strikt API 6A-materiaalklassen DD, EE, FF of HH. Deze specifieke klassen dwingen verplichte naleving van de NACE MR0175-normen af. Deze exacte metallurgie voorkomt plotselinge sulfidespanningsscheuren en gevaarlijk snelle waterstofverbrossing.
A: Operators verifiëren de verzegeling met behulp van een aangewezen testpoort. Deze poort zit strategisch op de onderste flens van de spoel. Technici injecteren vloeistof of vet via de poort om hydrostatische druk uit te oefenen. Ze houden deze druk 15 minuten vast om wiskundig te bevestigen dat de secundaire afdichting perfect blijft zitten.










