Vistas: 0 Autor: Editor del sitio Hora de publicación: 2026-04-26 Origen: Sitio
En entornos de alta presión, alta temperatura (HPHT) y de servicio amargo, el El carrete del cabezal del tubo sirve como barrera principal que contiene la presión. Se asienta de forma segura entre el sistema de carcasa y el árbol de Navidad. Estas duras realidades operativas exigen una integridad impecable del equipo. Un diseño de carrete deficiente provoca directamente fallas catastróficas en el sello. La selección inadecuada de materiales produce resultados desastrosos similares. Estos descuidos desencadenan tiempos de inactividad no planificados y crean graves riesgos de seguridad. Las bocas de pozo que no cumplen también introducen fuertes sanciones por cumplimiento. No puede permitirse eslabones débiles en los sistemas de boca de pozo de superficie. Nuestro objetivo es proporcionar a los ingenieros y equipos de adquisiciones un marco de evaluación objetivo. Aprenderá cómo evaluar adecuadamente los diseños API 6A. Cubrimos características de diseño críticas, pautas de clase de materiales y requisitos de prueba estrictos. Este conocimiento garantiza la integridad del pozo a largo plazo y una confiabilidad operativa absoluta.
El diseño impulsa la integridad: características como diseños de cuenco recto, tornillos de bloqueo y puertos de prueba de brida inferior integrados no son negociables para verificar los sellos secundarios en entornos HPHT.
El cumplimiento de materiales es binario: operar en condiciones de gases ácidos (H2S/CO2) requiere un cumplimiento estricto de NACE MR0175/ISO 15156 y clases de materiales API 6A específicas (p. ej., DD, EE, FF, HH).
Las pruebas mitigan el riesgo: Las pruebas de aceptación de fábrica (FAT) verificables, incluidas las retenciones hidrostáticas (1,5 veces la presión de trabajo durante 15 minutos), son fundamentales para validar los equipos de nivel de especificación de producto (PSL) 3 y 4.
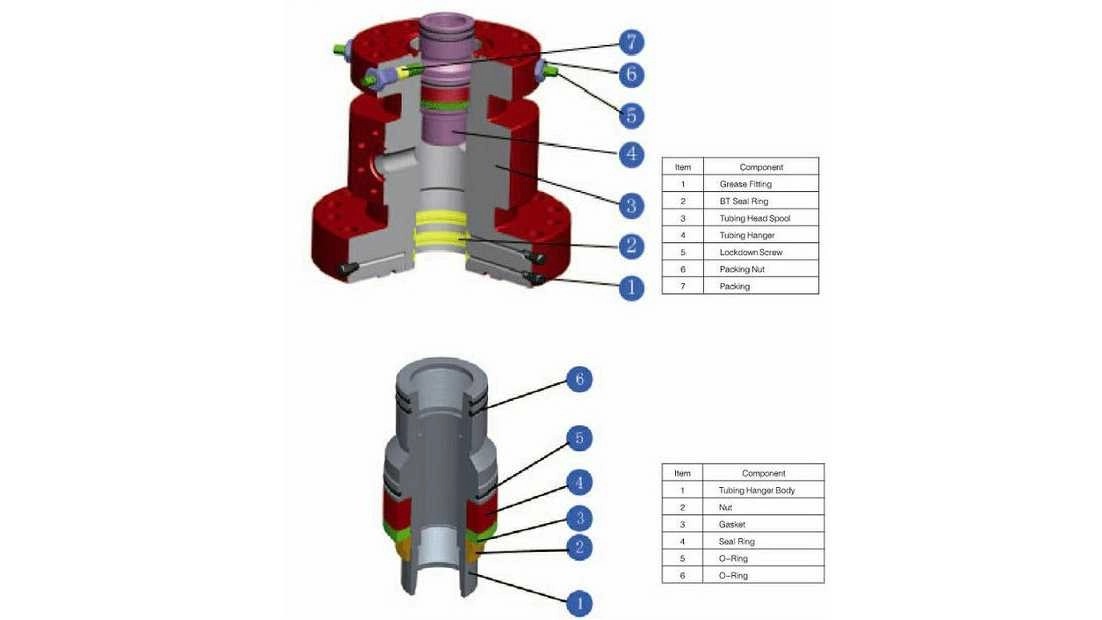
El El carrete de cabezal de tubería actúa como el carrete superior en la pila de cabezal de pozo de superficie. Suspende de forma segura el soporte para tubos. Los operadores de campo frecuentemente llaman a este colgador el 'tuerca de perro'. La bobina sella perfectamente el espacio anular. Aísla la zona crítica entre la carcasa de producción y la sarta de tubería. También proporciona una base robusta. Esta base soporta de forma segura el preventor de reventones (BOP) durante las fases de perforación. El componente sirve de puente entre la fase de perforación y la fase de producción final.
La fabricación deficiente de carretes daña gravemente las operaciones de campo. Te enfrentas a inmensos riesgos físicos cuando ignoras los estándares API. Los equipos con certificación API reducen estadísticamente las tasas de fallas mecánicas. También minimiza el tiempo de inactividad inesperado del equipo. Los componentes no conformes provocan frecuentemente fugas de presión peligrosas. El tiempo de inactividad de la plataforma detiene la producción por completo. Los operadores pierden ingresos cada hora que la plataforma permanece inactiva. Los componentes certificados garantizan un flujo operativo continuo. Una metalurgia comprometida esencialmente invita a escenarios de explosión.
La producción de energía moderna supera los límites a diario. Los operadores frecuentemente encuentran umbrales de presión extrema. Los yacimientos profundos ahora generan hasta 20.000 psi de forma natural. Los perfiles de fluidos corrosivos destruyen fácilmente la metalurgia estándar. El acero al carbono estándar falla bajo estas condiciones extremas de servicio amargo. El sulfuro de hidrógeno y el dióxido de carbono atacan agresivamente a los metales débiles. Debemos implementar soluciones de ingeniería capaces de resistir estos brutales entornos subterráneos.
Los ingenieros evalúan cuidadosamente la arquitectura interna del recipiente. Generalmente se elige entre diseños de cuenco recto y perfiles cónicos. Los tazones rectos ofrecen una compatibilidad mucho más amplia. Se adaptan fácilmente a varios colgadores de tubos. Los diseños rectos a menudo eliminan la necesidad de pasadores de alineación. Esta geometría simple simplifica enormemente la instalación. Los perfiles cónicos ofrecen características de carga completamente diferentes. La geometría del tazón impacta directamente en los procedimientos confiables de ajuste de perchas. Un recipiente recto permite una instalación de perchas sin costuras. Los operadores evitan por completo los complejos problemas de alineación rotacional.
Los puertos de prueba integrados en la brida inferior siguen siendo absolutamente esenciales. Los operadores utilizan estos puertos para verificar físicamente la integridad. Confirman la resistencia de la brida y del sello secundario. Inyecta presión a través de estos puertos al principio del proceso de instalación. Esta verificación física ocurre antes de avanzar hacia la intervención del pozo. La verificación garantiza que la barrera primaria se mantenga fuerte contra los golpes del reservorio. Sin puertos de prueba, los operadores adivinan acerca de la integridad del sello interno. Las conjeturas conducen a escenarios de explosiones catastróficas en el piso de perforación.
Los tornillos de bloqueo desempeñan un papel mecánico vital. Aseguran el soporte para tubos contra picos repentinos de presión ascendentes. Los entornos de alta presión generan enormes fuerzas ascendentes. Estas fuerzas intentan desalojar el soporte violentamente. Utiliza tornillos de bloqueo para evitar este movimiento vertical. Además, activan mecánicamente juntas dinámicas de empaquetamiento. Estos sellos elastoméricos se asientan profundamente dentro del conjunto del carrete. El torque adecuado en estos tornillos garantiza una activación del sello firme y confiable.
Característica |
Enfoque de diseño |
Beneficio operativo primario |
|---|---|---|
Tazón interno |
Perfil recto |
Elimina los pasadores de alineación; amplía la compatibilidad con perchas. |
Puertos de prueba |
Brida inferior integrada |
Permite la verificación de la presión física de los sellos secundarios. |
Tornillos de bloqueo |
Entrada externa roscada |
Energiza mecánicamente los sellos de empaque; evita el reventón hacia arriba. |
Las clasificaciones de presión estándar API 6A establecen límites básicos estrictos. Van desde 2.000 psi hasta unos enormes 20.000 psi. Las clasificaciones de temperatura abarcan ampliamente desde la Clase K hasta la Clase Y. La Clase K soporta ambientes extremadamente fríos de hasta -60 °C. La clase Y resiste el intenso calor geotérmico de hasta 345°C. Debe hacer coincidir estas clasificaciones exactamente con su entorno local. Los valores de temperatura no coincidentes destruyen rápidamente los sellos elastoméricos.
Los entornos corrosivos exigen elecciones metalúrgicas precisas. Las clases de materiales varían alfabéticamente desde AA hasta HH. El servicio general requiere clases básicas como AA, BB o CC. Sin embargo, los entornos de H2S y CO2 imponen estrictos requisitos de servicio amargo. Debe anclar sus criterios de selección de forma segura al cumplimiento de NACE MR0175. Esto evita el peligroso agrietamiento por tensión de sulfuro. También detiene la fragilización repentina por hidrógeno.
Recomendamos encarecidamente revisar las clases específicas a continuación:
Clase DD: Aplicación de servicio amargo, que normalmente utiliza aceros específicos de baja aleación.
Clase EE: Aplicación de servicios ácidos, que requiere aleaciones especializadas para condiciones químicas ligeramente más duras.
Clase FF: Servicio amargo severo, que incorpora en gran medida aleaciones de acero inoxidable.
Clase HH: Servicio extremadamente amargo, que exige aleaciones altamente resistentes a la corrosión (CRA) como Inconel 625.
PSL 1 a PSL 4 definen el rigor del control de calidad. PSL 1 se aplica sólo a pozos de servicios básicos. HPHT y las aplicaciones offshore críticas exigen una validación estricta. Requieren inherentemente PSL 3, PSL 3G o PSL 4. PSL 3G incluye específicamente protocolos rigurosos de prueba de gas. PSL 4 implica extensas pruebas destructivas y no destructivas de componentes individuales. Garantiza cero defectos absolutos en el proceso de forjado de la base.
Las realidades procesales durante la instalación ponen a prueba en gran medida la resistencia del equipo. El carrete debe soportar de manera confiable un peso masivo del BOP. Las pilas de BOP pesan fácilmente varias toneladas. La bobina maneja esta inmensa carga estática continuamente. También facilita el retorno del circuito de fluidos cruciales durante la perforación. Debe hacerlo sin comprometer nunca la integridad del sello. Los ingenieros calculan de antemano los soportes de carga precisos. Una falla menor aquí hace que toda la pila de la boca del pozo se mueva peligrosamente.
El cumplimiento a nivel de sitio implica estrictos estándares de pruebas de campo. Los operadores normalmente inyectan grasa de forma segura en los puertos de prueba. Lo hacen para probar minuciosamente los umbrales de presión. El mantenimiento de la presión hidrostática verifica la integridad del equipo en tiempo real. Comúnmente probamos hasta el 80% de la presión de colapso de la carcasa. El sistema debe aguantar perfectamente esta presión. Requiere una ventana estabilizada de 15 minutos sin caídas de presión detectables.
El mantenimiento de rutina mantiene las bocas de pozo funcionando de manera segura durante años. Las cuadrillas deben ejecutar los protocolos planificados de manera efectiva. Estos son los requisitos básicos de mantenimiento que debe implementar:
Inspeccionar recubrimientos: Revise rutinariamente todos los recubrimientos anticorrosivos exteriores en busca de astillas o degradación ambiental severa.
Monitorear válvulas: observe cuidadosamente la actividad de las válvulas en todas las salidas laterales. Asegúrese de que las puertas se abran y cierren sin atascarse.
Reemplazar sellos: ejecutar ciclos de reemplazo planificados para juntas tóricas y juntas. Los operadores suelen imponer un estricto ciclo de vida de cinco años.
Lubrique las piezas: inyecte grasa nueva periódicamente en los accesorios especificados. Esto evita que la rosca interna se desgaste con el tiempo.
Las condiciones extremas de HPHT a menudo acortan considerablemente este ciclo de vida estándar de cinco años. Debe monitorear las condiciones del campo continuamente para ajustar estos cronogramas.
Los compradores deben verificar diligentemente las licencias API Spec 6A activas. Utilice la lista compuesta oficial de API en línea. Este portal digital filtra inmediatamente las afirmaciones de marca blanca no verificadas. Los componentes falsificados ponen en riesgo toda su operación de perforación. Un fabricante auténtico muestra con orgullo su monograma API activo. Aceptan auditorías de verificación por parte de su equipo de adquisiciones interno en cualquier momento.
Busque proveedores que ofrezcan absoluta transparencia en el control de calidad. Deberían proporcionar documentación completa de buena gana. Necesita prueba de credenciales de personal de examen no destructivo (NDE). Por lo general, incluyen certificaciones estándar reconocidas ASNT o ISO 9712. Exija ver datos de pruebas de dureza de materiales individuales. Los fabricantes transparentes comparten estos registros metalúrgicos críticos inmediatamente cuando los solicitan.
Evalúe a los proveedores según su estricto cumplimiento de las dimensiones estándar de API. Las dimensiones estándar garantizan la intercambiabilidad funcional en toda su flota existente. Permiten que su nuevo carrete se adapte perfectamente a los sistemas de boca de pozo heredados. Pregunte acerca de su verdadera capacidad para suministrar rápidamente ajustes especializados. Necesita proveedores confiables que entreguen componentes críticos sin plazos de entrega excesivos. Los plazos prolongados paralizan las operaciones de campo y alteran significativamente los cronogramas de los proyectos.
Especificar un Tubing Head Spool representa un ejercicio vital en la gestión de riesgos. Va mucho más allá de una simple tarea rutinaria de adquisición. A los grupos de presión no planificados no les importan los presupuestos operativos. Simplemente prueban los límites físicos absolutos del acero instalado. Asegúrese de que sus operaciones en boca de pozo sigan siendo intrínsecamente seguras y conformes tomando las siguientes medidas prácticas:
Alinee estrictamente el diseño interno del recipiente con las condiciones físicas del pozo y los estilos de colgadores existentes.
Verifique que la clase de material y las clasificaciones de PSL coincidan perfectamente con sus perfiles anticipados de fluidos amargos.
Consulte estrechamente con los equipos técnicos de ventas al principio de la fase de planificación.
Revise minuciosamente los esquemas exactos del pozo antes de finalizar las especificaciones del equipo.
R: Un carrete de carcasa se encuentra más abajo en la pila del cabezal del pozo. Suspende y sella las sartas de carcasa secundaria. El carrete del cabezal de la tubería se instala en la parte superior del cabezal del pozo de superficie. Soporta la carga del tubo de producción y proporciona una base de sellado primaria para el árbol de Navidad.
R: Los tornillos de bloqueo tienen un doble propósito fundamental. En primer lugar, sujetan mecánicamente el soporte del tubo. Esto evita que el colgador explote durante picos repentinos de presión ascendente. En segundo lugar, apretar estos tornillos energiza físicamente los sellos internos dinámicos de empaquetamiento firmemente alrededor del cuerpo del soporte colgante.
R: Los entornos de H2S requieren estrictamente las clases de materiales API 6A DD, EE, FF o HH. Estas clases específicas exigen el cumplimiento obligatorio de las normas NACE MR0175. Esta metalurgia exacta previene el agrietamiento repentino por tensión del sulfuro y la fragilización peligrosamente rápida del hidrógeno.
R: Los operadores verifican el sello utilizando un puerto de prueba designado. Este puerto se ubica estratégicamente en el reborde inferior del carrete. Los técnicos inyectan fluido o grasa a través del puerto para aplicar presión hidrostática. Mantienen esta presión durante 15 minutos para confirmar matemáticamente que el sello secundario se mantiene perfectamente.










