Vues : 0 Auteur : Éditeur du site Heure de publication : 2026-04-26 Origine : Site
Dans les environnements de service à haute pression, haute température (HPHT) et acides, le La bobine de tête de tube sert de barrière principale contenant la pression. Il se place en toute sécurité entre le système de boîtier et le sapin de Noël. Ces dures réalités opérationnelles exigent une intégrité sans faille des équipements. Une conception de bobine de mauvaise qualité provoque directement une défaillance catastrophique du joint. Une mauvaise sélection de matériaux entraîne des résultats désastreux similaires. Ces oublis déclenchent des temps d'arrêt imprévus et créent de graves risques pour la sécurité. Les têtes de puits non conformes entraînent également de lourdes pénalités de conformité. Vous ne pouvez pas vous permettre des maillons faibles dans les systèmes de têtes de puits de surface. Notre objectif est de fournir aux ingénieurs et aux équipes d’approvisionnement un cadre d’évaluation objectif. Vous apprendrez à évaluer correctement les conceptions API 6A. Nous couvrons les caractéristiques de conception critiques, les directives sur les classes de matériaux et les exigences de test strictes. Cette connaissance garantit l’intégrité des puits à long terme et une fiabilité opérationnelle absolue.
La conception favorise l'intégrité : des caractéristiques telles que les conceptions à bol droit, les vis de verrouillage et les ports de test de bride inférieure intégrés ne sont pas négociables pour vérifier les joints secondaires dans les environnements HPHT.
La conformité des matériaux est binaire : le fonctionnement dans des conditions de gaz corrosif (H2S/CO2) nécessite le strict respect de la norme NACE MR0175/ISO 15156 et des classes de matériaux spécifiques API 6A (par exemple, DD, EE, FF, HH).
Les tests atténuent les risques : les tests d'acceptation en usine (FAT) vérifiables, y compris les maintiens hydrostatiques (1,5 fois la pression de service pendant 15 minutes), sont essentiels pour valider les équipements de niveaux de spécification de produit (PSL) 3 et 4.
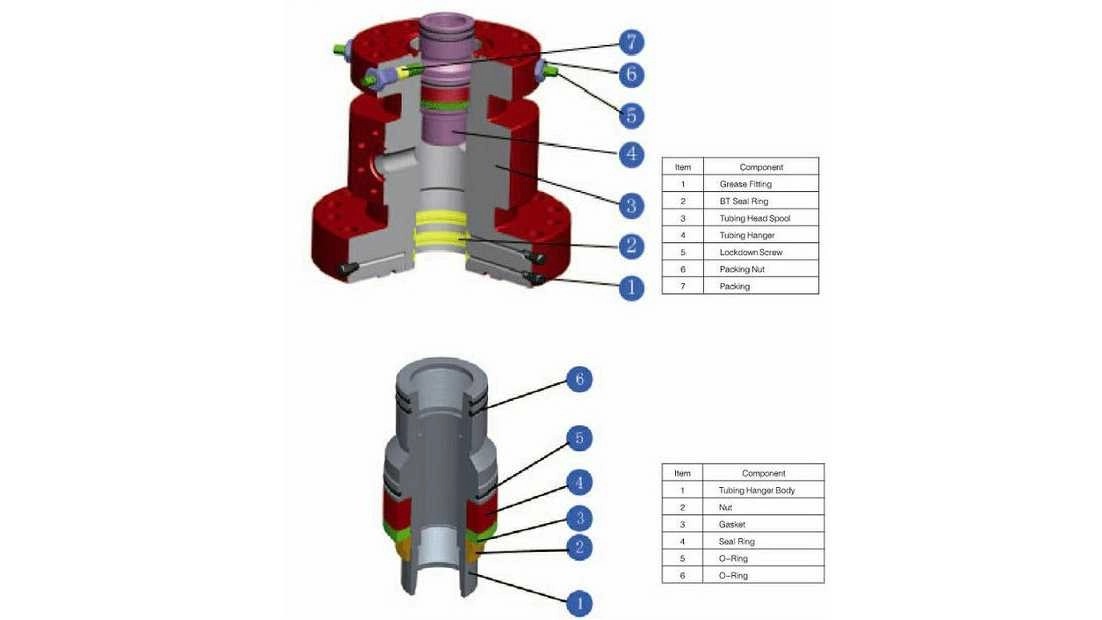
Le La bobine de tête de tube agit comme la bobine la plus haute de la pile de têtes de puits de surface. Il suspend solidement le support de tube. Les opérateurs sur le terrain appellent fréquemment ce support « écrou à chien ». La bobine ferme parfaitement l'espace annulaire. Il isole la zone critique entre le tubage de production et le train de tubes. Il fournit également une base robuste. Cette base soutient en toute sécurité le Blowout Preventer (BOP) pendant les phases de forage. Le composant relie efficacement la phase de forage et la phase de production finale.
Une fabrication de bobines de qualité inférieure endommage gravement les opérations sur le terrain. Vous faites face à d’immenses risques physiques lorsque vous ignorez les normes API. Les équipements certifiés API réduisent statistiquement les taux de défaillance mécanique. Cela minimise également les temps d’arrêt imprévus des installations. Les composants non conformes provoquent fréquemment des fuites de pression dangereuses. Les temps d’arrêt des plates-formes arrêtent complètement la production. Les opérateurs perdent des revenus chaque heure pendant laquelle la plate-forme reste inactive. Les composants certifiés garantissent un flux opérationnel continu. Une métallurgie compromise invite essentiellement à des scénarios d’éruption.
La production d’énergie moderne repousse chaque jour ses limites. Les opérateurs rencontrent fréquemment des seuils de pression extrêmes. Les réservoirs profonds génèrent désormais naturellement jusqu'à 20 000 psi. Les profils de fluides corrosifs détruisent facilement la métallurgie standard. L'acier au carbone standard échoue dans ces conditions de service extrêmes. Le sulfure d'hydrogène et le dioxyde de carbone attaquent agressivement les métaux faibles. Nous devons déployer des solutions techniques capables de résister à ces environnements souterrains brutaux.
Les ingénieurs évaluent soigneusement l’architecture interne du bol. Vous choisissez généralement entre des modèles de cuvettes droites et des profils coniques. Les bols droits offrent une compatibilité beaucoup plus large. Ils s'adaptent facilement à divers supports de tubes. Les conceptions droites éliminent souvent le besoin de broches d'alignement. Cette géométrie simple rationalise énormément l’installation. Les profils coniques offrent des caractéristiques de charge entièrement différentes. La géométrie du bol a un impact direct sur les procédures fiables de réglage des suspensions. Un bol droit permet une installation transparente du cintre. Les opérateurs évitent entièrement les problèmes complexes d’alignement de rotation.
Les ports de test intégrés sur la bride inférieure restent absolument indispensables. Les opérateurs utilisent ces ports pour vérifier physiquement l'intégrité. Ils confirment la résistance de la bride et du joint secondaire. Vous injectez de la pression à travers ces ports au début du processus d’installation. Cette vérification physique a lieu avant de passer à l'intervention sur le puits. La vérification garantit que la barrière principale résiste aux coups de pied du réservoir. Sans ports de test, les opérateurs devinent l'intégrité du joint interne. Deviner conduit à des scénarios d’éruption catastrophiques sur le sol de la plate-forme.
Les vis de verrouillage jouent un rôle mécanique essentiel. Ils sécurisent le support de tube contre les brusques pics de pression ascendante. Les environnements à haute pression génèrent des forces ascendantes massives. Ces forces tentent de déloger violemment le cintre. Vous utilisez des vis de verrouillage pour empêcher ce mouvement vertical. De plus, ils activent mécaniquement les joints de pack-off dynamiques. Ces joints en élastomère reposent profondément dans l'assemblage de la bobine. Un couple approprié sur ces vis garantit une activation du joint étanche et fiable.
Fonctionnalité |
Approche de conception |
Avantage opérationnel principal |
|---|---|---|
Bol interne |
Profil droit |
Élimine les broches d'alignement ; élargit la compatibilité des cintres. |
Ports de test |
Bride inférieure intégrée |
Permet la vérification de la pression physique des joints secondaires. |
Vis de verrouillage |
Entrée externe filetée |
Dynamise mécaniquement les joints d’étanchéité ; empêche l'éruption vers le haut. |
Les pressions nominales standard API 6A définissent des limites de base strictes. Ils vont de 2 000 psi à 20 000 psi. Les classifications de température s'étendent largement de la classe K à la classe Y. La classe K gère les environnements extrêmement froids jusqu'à -60°C. La classe Y résiste à une chaleur géothermique intense jusqu'à 345°C. Vous devez faire correspondre ces évaluations exactement à votre environnement local. Des températures nominales incompatibles détruisent rapidement les joints en élastomère.
Les environnements corrosifs exigent des choix métallurgiques précis. Les classes de matériaux vont de AA à HH par ordre alphabétique. Le service général nécessite des cours de base comme AA, BB ou CC. Cependant, les environnements H2S et CO2 imposent des exigences strictes en matière de service acide. Vous devez ancrer solidement vos critères de sélection à la conformité NACE MR0175. Cela évite les dangereuses fissures sous contrainte des sulfures. Il stoppe également la fragilisation soudaine par l’hydrogène.
Nous vous recommandons fortement de consulter les cours spécifiques ci-dessous :
Classe DD : application de service acide, utilisant généralement des aciers faiblement alliés spécifiques.
Classe EE : Application en service acide, nécessitant des alliages spécialisés pour des conditions chimiques légèrement plus difficiles.
Classe FF : service acide sévère, incorporant fortement des alliages d'acier inoxydable.
Classe HH : service extrêmement acide, exigeant des alliages hautement résistants à la corrosion (CRA) comme l'Inconel 625.
Les PSL 1 à PSL 4 définissent la rigueur du contrôle qualité. La PSL 1 s’applique uniquement aux puits utilitaires de base. HPHT et les applications offshore critiques exigent une validation stricte. Ils nécessitent intrinsèquement PSL 3, PSL 3G ou PSL 4. PSL 3G comprend spécifiquement des protocoles de test de gaz rigoureux. PSL 4 implique des tests destructifs et non destructifs approfondis de composants individuels. Il garantit le zéro défaut absolu dans le processus de forgeage de la base.
Les réalités procédurales lors de l’installation mettent fortement à l’épreuve la résistance de l’équipement. La bobine doit supporter de manière fiable le poids massif du BOP. Les piles BOP pèsent facilement plusieurs tonnes. La bobine gère en permanence cette immense charge statique. Il facilite également les retours cruciaux du circuit de fluide lors du forage. Il doit le faire sans jamais compromettre l’intégrité du sceau. Les ingénieurs calculent au préalable les appuis de charge précis. Une défaillance mineure provoque ici un déplacement dangereux de l’ensemble de la tête de puits.
La conformité au niveau du site implique des normes strictes de tests sur le terrain. Les opérateurs injectent généralement de la graisse en toute sécurité dans les ports de test. Ils font cela pour tester minutieusement les seuils de pression. Le maintien de la pression hydrostatique vérifie l’intégrité de l’équipement en temps réel. Nous testons généralement jusqu'à 80 % de la pression d'effondrement du tubage. Le système doit parfaitement maintenir cette pression. Cela nécessite une fenêtre stabilisée de 15 minutes sans aucune chute de pression détectable.
L’entretien de routine permet aux têtes de puits de fonctionner en toute sécurité pendant des années. Les équipes doivent exécuter efficacement les protocoles planifiés. Voici les principales exigences de maintenance que vous devez mettre en œuvre :
Inspecter les revêtements : vérifiez régulièrement tous les revêtements anticorrosion extérieurs pour déceler des éclats ou une dégradation environnementale grave.
Surveiller les vannes : Observez attentivement l’activité des vannes sur toutes les sorties latérales. Assurez-vous que les portes s'ouvrent et se ferment sans coller.
Remplacer les joints : exécuter les cycles de remplacement planifiés pour les joints toriques et les joints. Les opérateurs appliquent généralement un cycle de vie strict de 5 ans.
Lubrifier les pièces : Injectez régulièrement de la graisse fraîche dans les raccords spécifiés. Cela évite le grippage du filetage interne au fil du temps.
Les conditions HPHT extrêmes raccourcissent souvent considérablement ce cycle de vie standard de 5 ans. Vous devez surveiller continuellement les conditions sur le terrain pour ajuster ces délais.
Les acheteurs doivent vérifier avec diligence les licences API Spec 6A actives. Utilisez la liste officielle des composites API en ligne. Ce portail numérique filtre immédiatement les réclamations en marque blanche non vérifiées. Les composants contrefaits mettent en danger l’ensemble de votre opération de forage. Un fabricant authentique affiche fièrement son monogramme API actif. Ils accueillent à tout moment les audits de vérification de votre équipe d’approvisionnement interne.
Recherchez des fournisseurs offrant une transparence absolue du contrôle qualité. Ils devraient volontiers fournir une documentation complète. Vous avez besoin d'une preuve des qualifications du personnel chargé de l'examen non destructif (END). Celles-ci incluent généralement des certifications reconnues selon les normes ASNT ou ISO 9712. Exigez de voir les données d’essais de dureté des matériaux individuels. Les fabricants transparents partagent ces enregistrements métallurgiques critiques immédiatement sur demande.
Évaluez les fournisseurs sur leur strict respect des dimensions standard de l’API. Les dimensions standard garantissent l’interchangeabilité fonctionnelle au sein de votre flotte existante. Ils permettent à votre nouveau tiroir de s'adapter parfaitement aux systèmes de têtes de puits existants. Renseignez-vous sur leur véritable capacité à fournir rapidement des garnitures spécialisées. Vous avez besoin de fournisseurs de confiance qui livrent les composants critiques sans délais de livraison excessifs. Les délais de livraison longs bloquent les opérations sur le terrain et perturbent considérablement les calendriers des projets.
Spécification d'un Tubing Head Spool représente un exercice essentiel en matière de gestion des risques. Cela va bien au-delà d’une simple tâche d’approvisionnement de routine. Les pressions imprévues ne se soucient pas des budgets opérationnels. Ils testent uniquement les limites physiques absolues de votre acier installé. Assurez-vous que les opérations de vos têtes de puits restent intrinsèquement sûres et conformes en prenant les mesures concrètes suivantes :
Alignez strictement la conception interne du bol avec les conditions physiques du puits et les styles de suspension existants.
Vérifiez que la classe de matériau et les indices PSL correspondent parfaitement à vos profils de fluides acides prévus.
Consultez étroitement les équipes techniques de vente dès le début de la phase de planification.
Examinez attentivement les schémas exacts du puits avant de finaliser les spécifications de l’équipement.
R : Une bobine de tubage se trouve plus bas dans la pile de tête de puits. Il suspend et scelle les trains de tubage secondaires. La bobine de tête de tubage s’installe tout en haut de la tête de puits de surface. Il supporte la charge du tube de production et constitue une base d'étanchéité primaire pour le sapin de Noël.
R : Les vis de verrouillage remplissent un double objectif essentiel. Premièrement, ils retiennent mécaniquement le support de tube. Cela empêche le cintre d'exploser lors de brusques pics de pression ascendante. Deuxièmement, le serrage de ces vis dynamise physiquement les joints dynamiques internes autour du corps du cintre.
R : Les environnements H2S nécessitent strictement les classes de matériaux API 6A DD, EE, FF ou HH. Ces classes spécifiques imposent le respect obligatoire des normes NACE MR0175. Cette métallurgie précise empêche la fissuration soudaine sous contrainte des sulfures et la fragilisation dangereusement rapide par l’hydrogène.
R : Les opérateurs vérifient le sceau à l’aide d’un port de test désigné. Ce port se trouve stratégiquement sur la bride inférieure de la bobine. Les techniciens injectent du liquide ou de la graisse à travers le port pour appliquer une pression hydrostatique. Ils maintiennent cette pression pendant 15 minutes pour confirmer mathématiquement que le joint secondaire tient parfaitement.










