Visualizzazioni: 0 Autore: Editor del sito Orario di pubblicazione: 26/04/2026 Origine: Sito
In ambienti ad alta pressione, alta temperatura (HPHT) e con servizi acidi, il La bobina della testa del tubo funge da barriera primaria di contenimento della pressione. Si posiziona saldamente tra il sistema di rivestimento e l'albero di Natale. Queste dure realtà operative richiedono un'integrità impeccabile delle apparecchiature. Il design scadente della bobina causa direttamente un guasto catastrofico della tenuta. La selezione impropria dei materiali porta a risultati disastrosi simili. Queste sviste innescano tempi di inattività non pianificati e creano gravi rischi per la sicurezza. Anche le teste pozzo non conformi introducono pesanti sanzioni di conformità. Non ci si può permettere anelli deboli nei sistemi a testa pozzo di superficie. Il nostro obiettivo è fornire agli ingegneri e ai team di procurement un quadro di valutazione oggettivo. Imparerai come valutare correttamente i progetti API 6A. Copriamo le caratteristiche di progettazione critiche, le linee guida sulla classe dei materiali e i severi requisiti di test. Questa conoscenza garantisce l’integrità del pozzo a lungo termine e l’assoluta affidabilità operativa.
Il design garantisce l'integrità: caratteristiche come il design della vasca diritta, le viti di bloccaggio e le porte di test integrate sulla flangia inferiore non sono negoziabili per la verifica delle tenute secondarie negli ambienti HPHT.
La conformità dei materiali è binaria: il funzionamento in condizioni di gas acido (H2S/CO2) richiede la stretta aderenza alla norma NACE MR0175/ISO 15156 e alle specifiche classi di materiali API 6A (ad esempio, DD, EE, FF, HH).
I test riducono i rischi: i test verificabili di accettazione in fabbrica (FAT), comprese le tenute idrostatiche (1,5 volte la pressione di esercizio per 15 minuti), sono fondamentali per convalidare le apparecchiature PSL (Product Technique Level) 3 e 4.
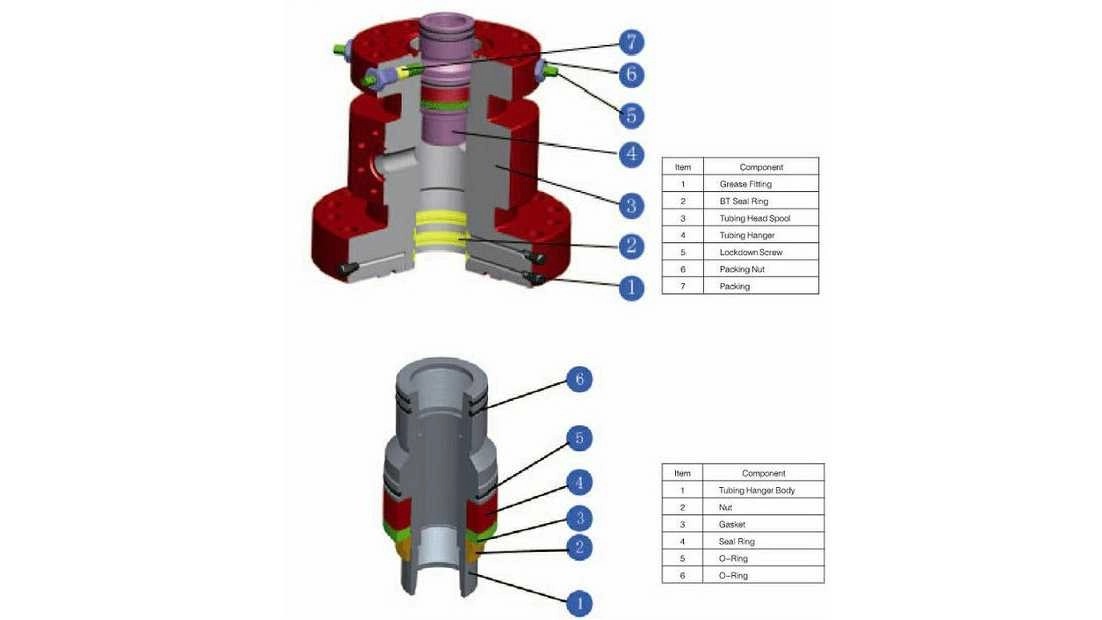
IL La bobina della testa del tubo funge da bobina più alta nella pila della testa pozzo di superficie. Sospende saldamente il supporto del tubo. Gli operatori sul campo chiamano spesso questo gancio il 'dado del cane'. La bobina sigilla perfettamente lo spazio anulare. Isola la zona critica tra l'involucro di produzione e la tubazione. Fornisce anche una base robusta. Questa base supporta in sicurezza il Blowout Preventer (BOP) durante le fasi di perforazione. Il componente collega efficacemente la fase di perforazione e la fase di produzione finale.
Una produzione scadente delle bobine danneggia gravemente le operazioni sul campo. Affronti immensi rischi fisici quando ignori gli standard API. Le apparecchiature certificate API riducono statisticamente i tassi di guasto meccanico. Riduce inoltre al minimo i tempi di inattività imprevisti dell'impianto. Componenti non conformi causano spesso pericolose perdite di pressione. I tempi di inattività dell’impianto interrompono completamente la produzione. Gli operatori perdono entrate per ogni ora in cui l’impianto resta inattivo. I componenti certificati garantiscono un flusso operativo continuo. La metallurgia compromessa essenzialmente invita a scenari di scoppio.
La moderna produzione di energia spinge ogni giorno i limiti. Gli operatori incontrano spesso soglie di pressione estreme. I serbatoi profondi ora generano naturalmente fino a 20.000 psi. I profili dei fluidi corrosivi distruggono facilmente la metallurgia standard. L'acciaio al carbonio standard si rompe in queste condizioni di servizio estremamente acide. L'idrogeno solforato e l'anidride carbonica attaccano in modo aggressivo i metalli deboli. Dobbiamo implementare soluzioni ingegnerizzate in grado di resistere a questi brutali ambienti sotterranei.
Gli ingegneri valutano attentamente l'architettura interna della vasca. Generalmente si sceglie tra design della vasca dritta e profili affusolati. Le ciotole dritte offrono una compatibilità molto più ampia. Accolgono facilmente vari supporti per tubi. I design dritti spesso eliminano la necessità di perni di allineamento. Questa semplice geometria semplifica enormemente l'installazione. I profili rastremati forniscono caratteristiche di portata completamente diverse. La geometria della vasca influisce direttamente sulle procedure affidabili di impostazione dei pendini. Una ciotola diritta consente l'installazione senza soluzione di continuità del gancio. Gli operatori evitano completamente i complessi problemi di allineamento rotazionale.
Le porte di test integrate sulla flangia inferiore rimangono assolutamente essenziali. Gli operatori utilizzano queste porte per verificare fisicamente l'integrità. Confermano la resistenza della flangia e della tenuta secondaria. La pressione viene iniettata attraverso queste porte nelle prime fasi del processo di installazione. Questa verifica fisica avviene prima di procedere all'intervento sul pozzo. La verifica garantisce che la barriera primaria resista ai colpi del serbatoio. Senza porte di prova, gli operatori indovinano l'integrità della tenuta interna. Indovinare porta a scenari di scoppio catastrofici sul pavimento dell'impianto.
Le viti di bloccaggio svolgono un ruolo meccanico vitale. Proteggono il supporto del tubo contro improvvisi picchi di pressione verso l'alto. Gli ambienti ad alta pressione generano enormi forze verso l’alto. Queste forze cercano di rimuovere violentemente la staffa. Si utilizzano viti di bloccaggio per impedire questo movimento verticale. Inoltre attivano meccanicamente i sigilli pack-off dinamici. Queste guarnizioni elastomeriche si trovano in profondità all'interno del gruppo bobina. La coppia corretta su queste viti garantisce un'attivazione della tenuta salda e affidabile.
Caratteristica |
Approccio progettuale |
Vantaggio operativo primario |
|---|---|---|
Ciotola interna |
Profilo dritto |
Elimina i perni di allineamento; amplia la compatibilità del gancio. |
Porte di prova |
Flangia inferiore integrata |
Consente la verifica della pressione fisica delle tenute secondarie. |
Viti di bloccaggio |
Ingresso esterno filettato |
Eccita meccanicamente le guarnizioni pack-off; impedisce lo scoppio verso l'alto. |
I valori nominali di pressione standard API 6A delineano rigorosi limiti di base. Si va da 2.000 psi fino a un enorme 20.000 psi. Le classificazioni di temperatura spaziano ampiamente dalla Classe K alla Classe Y. La Classe K gestisce ambienti estremamente freddi fino a -60°C. La classe Y resiste al calore geotermico intenso fino a 345°C. È necessario che queste classificazioni corrispondano esattamente al proprio ambiente locale. I valori nominali di temperatura non corrispondenti distruggono rapidamente le guarnizioni elastomeriche.
Gli ambienti corrosivi richiedono scelte metallurgiche precise. Le classi dei materiali variano in ordine alfabetico da AA a HH. Il servizio generale richiede classi base come AA, BB o CC. Tuttavia, gli ambienti H2S e CO2 impongono severi requisiti di servizio acido. È necessario ancorare saldamente i criteri di selezione alla conformità NACE MR0175. Ciò impedisce pericolose fessurazioni da stress da solfuro. Inoltre impedisce l'improvviso infragilimento da idrogeno.
Consigliamo vivamente di rivedere le classi specifiche di seguito:
Classe DD: applicazioni per servizi acidi, che in genere utilizzano specifici acciai bassolegati.
Classe EE: applicazioni per servizi acidi, che richiedono leghe specializzate per condizioni chimiche leggermente più severe.
Classe FF: servizio acido severo, che incorpora pesantemente leghe di acciaio inossidabile.
Classe HH: servizio estremamente acido, che richiede leghe altamente resistenti alla corrosione (CRA) come Inconel 625.
Da PSL 1 a PSL 4 definiscono il rigore del controllo qualità. PSL 1 si applica solo ai pozzi di utilità di base. HPHT e le applicazioni offshore critiche richiedono una convalida rigorosa. Richiedono intrinsecamente PSL 3, PSL 3G o PSL 4. PSL 3G include specificamente rigorosi protocolli di test dei gas. PSL 4 prevede test approfonditi distruttivi e non distruttivi dei singoli componenti. Garantisce l'assenza assoluta di difetti nel processo di forgiatura della base.
Le realtà procedurali durante l'installazione mettono a dura prova la resistenza delle apparecchiature. La bobina deve supportare in modo affidabile l'enorme peso del BOP. Gli stack BOP pesano facilmente diverse tonnellate. La bobina gestisce continuamente questo immenso carico statico. Facilita inoltre i ritorni cruciali del circuito del fluido durante la perforazione. Deve farlo senza mai compromettere l'integrità della tenuta. Gli ingegneri calcolano in anticipo i cuscinetti di carico precisi. Un piccolo guasto qui provoca uno spostamento pericoloso dell'intero stack della testa pozzo.
La conformità a livello di sito prevede rigorosi standard di test sul campo. Gli operatori generalmente iniettano il grasso in modo sicuro nelle porte di prova. Lo fanno per testare accuratamente le soglie di pressione. Il mantenimento della pressione idrostatica verifica l'integrità dell'apparecchiatura in tempo reale. Normalmente testiamo fino all'80% della pressione di collasso dell'involucro. Il sistema deve mantenere perfettamente questa pressione. Richiede una finestra stabilizzata di 15 minuti senza cadute di pressione rilevabili.
La manutenzione ordinaria mantiene le teste pozzo funzionanti in sicurezza per anni. Gli equipaggi devono eseguire i protocolli pianificati in modo efficace. Ecco i requisiti di manutenzione principali che dovresti implementare:
Ispezionare i rivestimenti: controllare regolarmente tutti i rivestimenti anticorrosione esterni per verificare la presenza di scheggiature o grave degrado ambientale.
Valvole di monitoraggio: osservare attentamente l'attività delle valvole su tutte le uscite laterali. Assicurarsi che i cancelli si aprano e si chiudano senza bloccarsi.
Sostituire le guarnizioni: eseguire cicli di sostituzione pianificati per O-ring e guarnizioni. Gli operatori in genere applicano un rigoroso ciclo di vita di 5 anni.
Lubrificazione delle parti: iniettare regolarmente grasso fresco nei raccordi specificati. Ciò impedisce il grippaggio della filettatura interna nel tempo.
Condizioni HPHT estreme spesso riducono considerevolmente questo ciclo di vita standard di 5 anni. È necessario monitorare continuamente le condizioni del campo per modificare queste tempistiche.
Gli acquirenti devono verificare diligentemente le licenze API Spec 6A attive. Utilizza l'elenco composito API ufficiale online. Questo portale digitale filtra immediatamente le affermazioni white label non verificate. I componenti contraffatti mettono a rischio l'intera operazione di perforazione. Un produttore autentico mostra con orgoglio il proprio monogramma API attivo. Accolgono con favore gli audit di verifica da parte del tuo team di approvvigionamento interno in qualsiasi momento.
Cerca fornitori che offrano una trasparenza assoluta del controllo qualità. Dovrebbero fornire volentieri una documentazione completa. È necessaria una prova delle credenziali del personale degli esami non distruttivi (NDE). Questi in genere includono certificazioni standard ASNT o ISO 9712 riconosciute. Richiedi di vedere i dati dei test di durezza dei singoli materiali. I produttori trasparenti condividono immediatamente questi documenti metallurgici critici su richiesta.
Valuta i fornitori in base alla loro rigorosa aderenza alle dimensioni API standard. Le dimensioni standard garantiscono l'intercambiabilità funzionale in tutta la flotta esistente. Consentono alla nuova bobina di accoppiarsi perfettamente con i sistemi preesistenti della testa pozzo. Chiedi informazioni sulla loro reale capacità di fornire rapidamente finiture specializzate. Hai bisogno di fornitori affidabili che forniscano componenti critici senza tempi di consegna eccessivi. Tempi di consegna lunghi bloccano le operazioni sul campo e interrompono significativamente la pianificazione dei progetti.
Specificando a Tubing Head Spool rappresenta un esercizio vitale nella gestione del rischio. Va ben oltre una semplice attività di approvvigionamento di routine. Le pressioni non pianificate non si preoccupano dei budget operativi. Testano esclusivamente i limiti fisici assoluti dell'acciaio installato. Assicurati che le operazioni della testa pozzo rimangano intrinsecamente sicure e conformi adottando le seguenti misure attuabili:
Allineare il design interno della vasca rigorosamente alle condizioni fisiche del pozzo e agli stili di sospensione esistenti.
Verificare che la classe del materiale e le classificazioni PSL corrispondano perfettamente ai profili dei fluidi acidi previsti.
Consultarsi da vicino con i team tecnici di vendita nelle prime fasi della fase di pianificazione.
Esaminare attentamente gli schemi esatti dei pozzi prima di finalizzare le specifiche dell'apparecchiatura.
R: Una bobina di rivestimento si trova più in basso nella pila della testa pozzo. Sospende e sigilla le stringhe dell'involucro secondario. La bobina della testa del tubo si installa nella parte superiore della testa pozzo di superficie. Sopporta il carico dei tubi di produzione e fornisce una base sigillante primaria per l'albero di Natale.
R: Le viti di bloccaggio hanno un duplice scopo fondamentale. Innanzitutto, trattengono meccanicamente il supporto del tubo. Ciò impedisce al gancio di esplodere durante improvvisi picchi di pressione verso l'alto. In secondo luogo, il serraggio di queste viti energizza fisicamente le guarnizioni di chiusura dinamiche interne saldamente attorno al corpo della gruccia.
R: Gli ambienti H2S richiedono rigorosamente le classi di materiali API 6A DD, EE, FF o HH. Queste classi specifiche impongono la conformità obbligatoria agli standard NACE MR0175. Questa esatta metallurgia previene l'improvvisa rottura da stress da solfuro e l'infragilimento da idrogeno pericolosamente rapido.
R: Gli operatori verificano la tenuta utilizzando una porta di prova designata. Questa porta si trova strategicamente sulla flangia inferiore della bobina. I tecnici iniettano fluido o grasso attraverso la porta per applicare la pressione idrostatica. Mantengono questa pressione per 15 minuti per confermare matematicamente che la tenuta secondaria mantiene perfettamente.










