दृश्य: 0 लेखक: साइट संपादक प्रकाशन समय: 2026-04-26 उत्पत्ति: साइट
उच्च दबाव, उच्च तापमान (एचपीएचटी) और खट्टे सेवा वातावरण में, ट्यूबिंग हेड स्पूल प्राथमिक दबाव-युक्त अवरोधक के रूप में कार्य करता है। यह आवरण प्रणाली और क्रिसमस ट्री के बीच सुरक्षित रूप से बैठता है। ये कठोर परिचालन वास्तविकताएं दोषरहित उपकरण अखंडता की मांग करती हैं। घटिया स्पूल डिज़ाइन सीधे तौर पर विनाशकारी सील विफलता का कारण बनता है। अनुचित सामग्री चयन समान विनाशकारी परिणाम लाता है। ये निरीक्षण अनियोजित डाउनटाइम को ट्रिगर करते हैं और गंभीर सुरक्षा जोखिम पैदा करते हैं। गैर-अनुपालन वाले वेलहेड्स पर भारी अनुपालन दंड भी लगाया जाता है। आप सतही वेलहेड सिस्टम में कमजोर कड़ियों को बर्दाश्त नहीं कर सकते। हमारा लक्ष्य इंजीनियरों और खरीद टीमों को एक वस्तुनिष्ठ मूल्यांकन ढांचा प्रदान करना है। आप सीखेंगे कि एपीआई 6ए डिज़ाइन का उचित मूल्यांकन कैसे करें। हम महत्वपूर्ण डिज़ाइन सुविधाओं, सामग्री वर्ग दिशानिर्देशों और सख्त परीक्षण आवश्यकताओं को कवर करते हैं। यह ज्ञान दीर्घकालिक अच्छी अखंडता और पूर्ण परिचालन विश्वसनीयता सुनिश्चित करता है।
डिज़ाइन अखंडता को प्रेरित करता है: एचपीएचटी वातावरण में द्वितीयक सील को सत्यापित करने के लिए स्ट्रेट बाउल डिज़ाइन, लॉक-डाउन स्क्रू और एकीकृत बॉटम फ्लैंज टेस्ट पोर्ट जैसी विशेषताएं गैर-परक्राम्य हैं।
सामग्री अनुपालन बाइनरी है: खट्टी गैस (H2S/CO2) स्थितियों में संचालन के लिए NACE MR0175/ISO 15156 और विशिष्ट API 6A सामग्री वर्गों (जैसे, DD, EE, FF, HH) का कड़ाई से पालन करना आवश्यक है।
परीक्षण जोखिम को कम करता है: सत्यापन योग्य फैक्टरी स्वीकृति परीक्षण (एफएटी), जिसमें हाइड्रोस्टैटिक होल्ड (15 मिनट के लिए 1.5x कामकाजी दबाव) शामिल है, उत्पाद विशिष्टता स्तर (पीएसएल) 3 और 4 उपकरण को मान्य करने के लिए महत्वपूर्ण है।
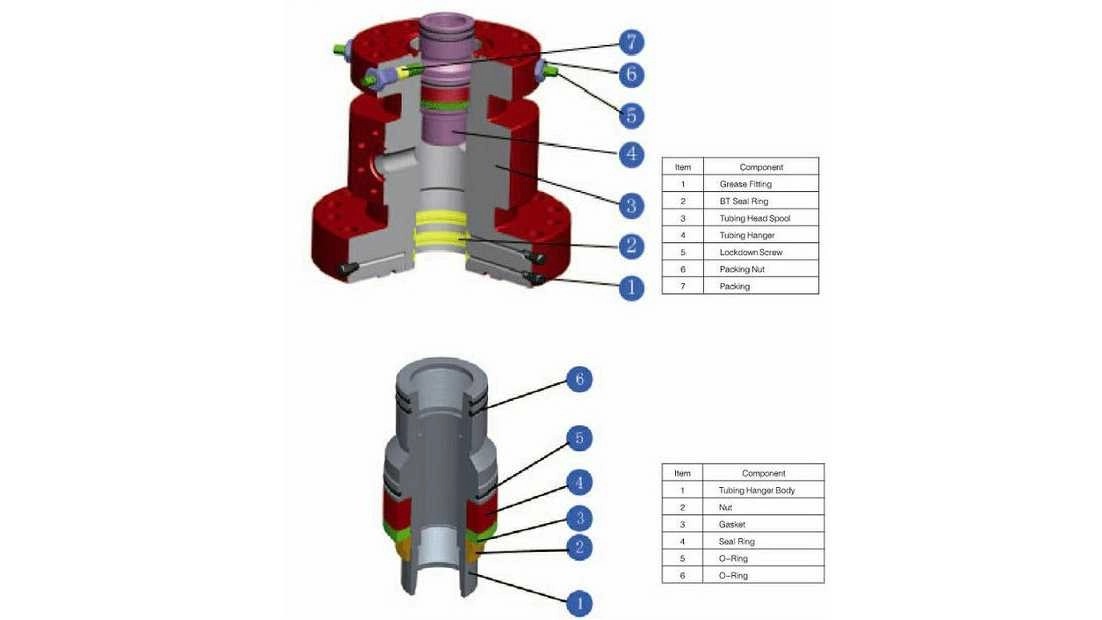
ट्यूबिंग हेड स्पूल सतह वेलहेड स्टैक में सबसे ऊपर स्पूल के रूप में कार्य करता है। यह टयूबिंग हैंगर को सुरक्षित रूप से निलंबित करता है। फ़ील्ड संचालक अक्सर इस हैंगर को 'डॉग नट' कहते हैं। स्पूल कुंडलाकार स्थान को पूरी तरह से सील कर देता है। यह उत्पादन आवरण और टयूबिंग स्ट्रिंग के बीच महत्वपूर्ण क्षेत्र को अलग करता है। यह एक मजबूत आधार भी प्रदान करता है। यह बेस ड्रिलिंग चरणों के दौरान ब्लोआउट प्रिवेंटर (बीओपी) को सुरक्षित रूप से सपोर्ट करता है। घटक ड्रिलिंग चरण और अंतिम उत्पादन चरण को प्रभावी ढंग से जोड़ता है।
निम्न स्पूल निर्माण क्षेत्र संचालन को गंभीर रूप से नुकसान पहुंचाता है। जब आप एपीआई मानकों की अनदेखी करते हैं तो आपको भारी शारीरिक जोखिमों का सामना करना पड़ता है। एपीआई-प्रमाणित उपकरण सांख्यिकीय रूप से यांत्रिक विफलता दर को कम करते हैं। यह अप्रत्याशित रिग डाउनटाइम को भी कम करता है। गैर-अनुपालक घटक अक्सर खतरनाक दबाव रिसाव का कारण बनते हैं। रिग डाउनटाइम से उत्पादन पूरी तरह रुक जाता है। रिग के निष्क्रिय रहने पर हर घंटे ऑपरेटरों को राजस्व का नुकसान होता है। प्रमाणित घटक निरंतर परिचालन प्रवाह की गारंटी देते हैं। समझौताकृत धातुकर्म अनिवार्य रूप से विस्फोट परिदृश्यों को आमंत्रित करता है।
आधुनिक ऊर्जा उत्पादन प्रतिदिन सीमाएं बढ़ा रहा है। ऑपरेटरों को अक्सर अत्यधिक दबाव सीमा का सामना करना पड़ता है। गहरे जलाशय अब प्राकृतिक रूप से 20,000 पीएसआई तक उत्पन्न करते हैं। संक्षारक द्रव प्रोफाइल आसानी से मानक धातु विज्ञान को नष्ट कर देते हैं। इन अत्यधिक ख़राब सेवा शर्तों के तहत मानक कार्बन स्टील विफल हो जाता है। हाइड्रोजन सल्फाइड और कार्बन डाइऑक्साइड कमजोर धातुओं पर आक्रामक तरीके से हमला करते हैं। हमें इन क्रूर उपसतह वातावरणों का सामना करने में सक्षम इंजीनियर समाधान तैनात करना चाहिए।
इंजीनियर आंतरिक बाउल वास्तुकला का सावधानीपूर्वक मूल्यांकन करते हैं। आप आमतौर पर सीधे बाउल डिज़ाइन और टेपर्ड प्रोफाइल के बीच चयन करते हैं। सीधे कटोरे अधिक व्यापक अनुकूलता प्रदान करते हैं। वे विभिन्न ट्यूबिंग हैंगरों को आसानी से समायोजित करते हैं। सीधे डिज़ाइन अक्सर संरेखण पिन की आवश्यकता को समाप्त कर देते हैं। यह सरल ज्यामिति स्थापना को अत्यधिक सुव्यवस्थित करती है। पतला प्रोफाइल पूरी तरह से अलग लोड-वहन विशेषताएँ प्रदान करता है। बाउल ज्यामिति सीधे विश्वसनीय हैंगर सेटिंग प्रक्रियाओं को प्रभावित करती है। एक सीधा कटोरा निर्बाध रूप से हैंगर स्थापना की अनुमति देता है। ऑपरेटर जटिल घूर्णी संरेखण मुद्दों से पूरी तरह बचते हैं।
निचले फ़्लैंज पर एकीकृत परीक्षण पोर्ट बिल्कुल आवश्यक हैं। अखंडता को भौतिक रूप से सत्यापित करने के लिए ऑपरेटर इन पोर्ट का उपयोग करते हैं। वे निकला हुआ किनारा और माध्यमिक सील की ताकत की पुष्टि करते हैं। आप इंस्टालेशन प्रक्रिया की शुरुआत में ही इन पोर्ट के माध्यम से दबाव डालते हैं। यह भौतिक सत्यापन वेल इंटरवेंशन में आगे बढ़ने से पहले होता है। सत्यापन यह सुनिश्चित करता है कि प्राथमिक अवरोध जलाशय की किक के विरुद्ध मजबूत बना रहे। परीक्षण बंदरगाहों के बिना, ऑपरेटर आंतरिक सील अखंडता के बारे में अनुमान लगाते हैं। अनुमान लगाने से रिग फ़्लोर पर भयावह विस्फोट की स्थिति उत्पन्न हो जाती है।
लॉक-डाउन स्क्रू एक महत्वपूर्ण यांत्रिक भूमिका निभाते हैं। वे टयूबिंग हैंगर को अचानक ऊपर की ओर बढ़ने वाले दबाव से सुरक्षित रखते हैं। उच्च दबाव वाले वातावरण बड़े पैमाने पर उर्ध्वगामी बल उत्पन्न करते हैं। ये ताकतें हैंगर को हिंसक तरीके से उखाड़ने की कोशिश करती हैं। आप इस ऊर्ध्वाधर गति को रोकने के लिए लॉक-डाउन स्क्रू का उपयोग करते हैं। इसके अलावा, वे यांत्रिक रूप से गतिशील पैक-ऑफ सील को सक्रिय करते हैं। ये इलास्टोमेरिक सील स्पूल असेंबली के भीतर गहराई में स्थित होती हैं। इन स्क्रू पर उचित टॉर्क चुस्त, विश्वसनीय सील सक्रियण की गारंटी देता है।
विशेषता |
डिजाइन दृष्टिकोण |
प्राथमिक परिचालन लाभ |
|---|---|---|
आंतरिक कटोरा |
सीधी प्रोफ़ाइल |
संरेखण पिन को हटा देता है; हैंगर अनुकूलता को विस्तृत करता है। |
परीक्षण बंदरगाह |
निचला निकला हुआ किनारा एकीकृत |
द्वितीयक सीलों के भौतिक दबाव सत्यापन की अनुमति देता है। |
लॉक-डाउन पेंच |
थ्रेडेड बाहरी प्रविष्टि |
यांत्रिक रूप से पैक-ऑफ सील को सक्रिय करता है; ऊपर की ओर उड़ने से रोकता है। |
मानक एपीआई 6ए दबाव रेटिंग सख्त आधारभूत सीमाओं को दर्शाती है। इनकी रेंज 2,000 पीएसआई से लेकर बड़े पैमाने पर 20,000 पीएसआई तक होती है। तापमान वर्गीकरण मोटे तौर पर कक्षा K से कक्षा Y तक फैला हुआ है। कक्षा K -60°C तक के अत्यधिक ठंडे वातावरण को संभालती है। क्लास Y 345°C तक की तीव्र भू-तापीय गर्मी को सहन करता है। आपको इन रेटिंग्स का अपने स्थानीय परिवेश से बिल्कुल मेल खाना चाहिए। बेमेल तापमान रेटिंग इलास्टोमेरिक सील को जल्दी से नष्ट कर देती है।
संक्षारक वातावरण सटीक धातु विज्ञान विकल्पों की मांग करता है। सामग्री कक्षाएं वर्णानुक्रम में एए से एचएच तक होती हैं। सामान्य सेवा के लिए AA, BB, या CC जैसी बुनियादी कक्षाओं की आवश्यकता होती है। हालाँकि, H2S और CO2 वातावरण सख्त खट्टा सेवा आवश्यकताओं को निर्धारित करते हैं। आपको अपने चयन मानदंड को NACE MR0175 अनुपालन के अनुरूप सुरक्षित रूप से स्थापित करना होगा। यह खतरनाक सल्फाइड स्ट्रेस क्रैकिंग को रोकता है। यह अचानक होने वाले हाइड्रोजन उत्सर्जन को भी रोकता है।
हम नीचे दी गई विशिष्ट कक्षाओं की समीक्षा करने की अत्यधिक अनुशंसा करते हैं:
क्लास डीडी: खट्टा सेवा अनुप्रयोग, आमतौर पर विशिष्ट कम-मिश्र धातु स्टील्स का उपयोग।
कक्षा ईई: खट्टा सेवा अनुप्रयोग, थोड़ी कठोर रासायनिक स्थितियों के लिए विशेष मिश्र धातुओं की आवश्यकता होती है।
क्लास एफएफ: गंभीर खट्टा सेवा, भारी मात्रा में स्टेनलेस स्टील मिश्र धातु शामिल।
क्लास एचएच: अत्यधिक खट्टी सेवा, इनकोनेल 625 जैसे अत्यधिक संक्षारक-प्रतिरोधी मिश्र धातु (सीआरए) की मांग।
पीएसएल 1 से पीएसएल 4 गुणवत्ता नियंत्रण की कठोरता को परिभाषित करते हैं। पीएसएल 1 केवल बुनियादी उपयोगिता वाले कुओं पर लागू होता है। एचपीएचटी और महत्वपूर्ण अपतटीय अनुप्रयोग सख्त सत्यापन की मांग करते हैं। उन्हें स्वाभाविक रूप से पीएसएल 3, पीएसएल 3जी, या पीएसएल 4 की आवश्यकता होती है। पीएसएल 3जी में विशेष रूप से कठोर गैस परीक्षण प्रोटोकॉल शामिल हैं। पीएसएल 4 में व्यक्तिगत घटकों का व्यापक विनाशकारी और गैर-विनाशकारी परीक्षण शामिल है। यह बेस फोर्जिंग प्रक्रिया में पूर्ण शून्य दोष सुनिश्चित करता है।
स्थापना के दौरान प्रक्रियात्मक वास्तविकताएँ उपकरण की शक्ति का भारी परीक्षण करती हैं। स्पूल को विश्वसनीय रूप से बड़े पैमाने पर बीओपी वजन का समर्थन करना चाहिए। बीओपी ढेर का वजन आसानी से कई टन होता है। स्पूल इस विशाल स्थैतिक भार को लगातार संभालता है। यह ड्रिलिंग के दौरान महत्वपूर्ण द्रव सर्किट रिटर्न की सुविधा भी देता है। उसे सील की अखंडता से समझौता किए बिना ऐसा करना चाहिए। इंजीनियर पहले से ही सटीक लोड बियरिंग की गणना करते हैं। यहां एक छोटी सी विफलता के कारण पूरा वेलहेड स्टैक खतरनाक तरीके से स्थानांतरित हो जाता है।
साइट-स्तरीय अनुपालन में सख्त फ़ील्ड परीक्षण मानक शामिल हैं। ऑपरेटर आमतौर पर परीक्षण बंदरगाहों में सुरक्षित रूप से ग्रीस इंजेक्ट करते हैं। वे दबाव सीमा का अच्छी तरह से परीक्षण करने के लिए ऐसा करते हैं। हाइड्रोस्टैटिक दबाव बनाए रखने से वास्तविक समय में उपकरण की अखंडता की पुष्टि होती है। हम आम तौर पर 80% तक आवरण ढहने के दबाव का परीक्षण करते हैं। सिस्टम को इस दबाव को पूरी तरह से बनाए रखना चाहिए। इसके लिए किसी भी पता लगाने योग्य दबाव ड्रॉप के बिना 15 मिनट की स्थिर विंडो की आवश्यकता होती है।
नियमित रखरखाव से वेलहेड्स वर्षों तक सुरक्षित रूप से कार्य करते रहते हैं। क्रू को नियोजित प्रोटोकॉल को प्रभावी ढंग से क्रियान्वित करना चाहिए। यहां मुख्य रखरखाव आवश्यकताएं हैं जिन्हें आपको लागू करना चाहिए:
कोटिंग्स का निरीक्षण करें: चिप्स या गंभीर पर्यावरणीय गिरावट के लिए सभी बाहरी जंग-रोधी कोटिंग्स की नियमित जांच करें।
मॉनिटर वाल्व: सभी साइड आउटलेट पर वाल्व गतिविधि का ध्यानपूर्वक निरीक्षण करें। सुनिश्चित करें कि गेट चिपके बिना खुले और बंद हों।
सील बदलें: ओ-रिंग्स और गास्केट के लिए नियोजित प्रतिस्थापन चक्र निष्पादित करें। ऑपरेटर आमतौर पर सख्त 5-वर्षीय जीवनचक्र लागू करते हैं।
भागों को चिकनाई दें: निर्दिष्ट फिटिंग में नियमित रूप से ताज़ा ग्रीस डालें। यह समय के साथ आंतरिक धागे को फटने से बचाता है।
चरम एचपीएचटी स्थितियाँ अक्सर इस मानक 5-वर्षीय जीवनचक्र को काफी छोटा कर देती हैं। आपको इन समय-सीमाओं को समायोजित करने के लिए फ़ील्ड स्थितियों की लगातार निगरानी करनी चाहिए।
खरीदारों को सक्रिय एपीआई स्पेक 6ए लाइसेंस को परिश्रमपूर्वक सत्यापित करना होगा। आधिकारिक एपीआई समग्र सूची का ऑनलाइन उपयोग करें। यह डिजिटल पोर्टल असत्यापित व्हाइट-लेबल दावों को तुरंत फ़िल्टर कर देता है। नकली घटक आपके संपूर्ण ड्रिलिंग ऑपरेशन को जोखिम में डालते हैं। एक प्रामाणिक निर्माता गर्व से अपना सक्रिय एपीआई मोनोग्राम प्रदर्शित करता है। वे किसी भी समय आपकी आंतरिक खरीद टीम से सत्यापन ऑडिट का स्वागत करते हैं।
पूर्ण गुणवत्ता नियंत्रण पारदर्शिता प्रदान करने वाले विक्रेताओं की तलाश करें। उन्हें स्वेच्छा से व्यापक दस्तावेज़ उपलब्ध कराने चाहिए। आपको गैर-विनाशकारी परीक्षा (एनडीई) कर्मियों की साख का प्रमाण चाहिए। इनमें आम तौर पर मान्यता प्राप्त ASNT या ISO 9712 मानक प्रमाणपत्र शामिल होते हैं। व्यक्तिगत सामग्री कठोरता परीक्षण डेटा देखने की मांग। पारदर्शी निर्माता अनुरोध पर तुरंत इन महत्वपूर्ण धातुकर्म रिकॉर्ड को साझा करते हैं।
मानक एपीआई आयामों के कड़ाई से पालन पर विक्रेताओं का मूल्यांकन करें। मानक आयाम आपके मौजूदा बेड़े में कार्यात्मक विनिमेयता की गारंटी देते हैं। वे आपके नए स्पूल को पुराने वेलहेड सिस्टम से सहजता से जुड़ने की अनुमति देते हैं। तेजी से विशेषीकृत ट्रिम्स की आपूर्ति करने की उनकी वास्तविक क्षमता के बारे में पूछें। आपको विश्वसनीय विक्रेताओं की आवश्यकता है जो अत्यधिक लीड समय के बिना महत्वपूर्ण घटकों को वितरित करते हैं। लंबे समय तक चलने से फ़ील्ड संचालन रुक जाता है और प्रोजेक्ट शेड्यूल में काफी बाधा आती है।
ए निर्दिष्ट करना ट्यूबिंग हेड स्पूल जोखिम प्रबंधन में एक महत्वपूर्ण अभ्यास का प्रतिनिधित्व करता है। यह एक साधारण नियमित खरीद कार्य से कहीं आगे जाता है। अनियोजित दबाव के कारण परिचालन बजट की कोई परवाह नहीं होती। वे विशुद्ध रूप से आपके स्थापित स्टील की पूर्ण भौतिक सीमाओं का परीक्षण करते हैं। निम्नलिखित कार्रवाई योग्य कदम उठाकर सुनिश्चित करें कि आपका वेलहेड संचालन स्वाभाविक रूप से सुरक्षित और अनुपालनपूर्ण बना रहे:
आंतरिक कटोरे के डिजाइन को भौतिक कुएं की स्थिति और मौजूदा हैंगर शैलियों के साथ सख्ती से संरेखित करें।
सत्यापित करें कि सामग्री वर्ग और पीएसएल रेटिंग आपके प्रत्याशित खट्टा द्रव प्रोफाइल से पूरी तरह मेल खाते हैं।
योजना चरण के आरंभ में तकनीकी बिक्री टीमों के साथ बारीकी से परामर्श करें।
किसी भी उपकरण की विशिष्टताओं को अंतिम रूप देने से पहले अच्छी तरह से सटीक योजना की अच्छी तरह से समीक्षा करें।
ए: एक केसिंग स्पूल वेलहेड स्टैक में नीचे बैठता है। यह द्वितीयक आवरण तारों को निलंबित और सील करता है। टयूबिंग हेड स्पूल सतह वेलहेड के बिल्कुल शीर्ष पर स्थापित होता है। यह उत्पादन टयूबिंग का भार वहन करता है और क्रिसमस ट्री के लिए प्राथमिक सीलिंग आधार प्रदान करता है।
ए: लॉक-डाउन स्क्रू एक महत्वपूर्ण दोहरे उद्देश्य की पूर्ति करते हैं। सबसे पहले, वे यांत्रिक रूप से टयूबिंग हैंगर को बनाए रखते हैं। यह अचानक ऊपर की ओर बढ़ते दबाव के दौरान हैंगर को उड़ने से रोकता है। दूसरा, इन पेंचों को कसने से हैंगर बॉडी के चारों ओर कसकर आंतरिक गतिशील पैक-ऑफ सील सक्रिय हो जाती है।
उत्तर: H2S वातावरण को सख्ती से API 6A सामग्री वर्ग DD, EE, FF, या HH की आवश्यकता होती है। ये विशिष्ट वर्ग NACE MR0175 मानकों का अनिवार्य अनुपालन लागू करते हैं। यह सटीक धातुकर्म अचानक सल्फाइड तनाव दरार और खतरनाक रूप से तेजी से हाइड्रोजन उत्सर्जन को रोकता है।
उ: ऑपरेटर एक निर्दिष्ट परीक्षण पोर्ट का उपयोग करके सील को सत्यापित करते हैं। यह पोर्ट रणनीतिक रूप से स्पूल के निचले किनारे पर बैठता है। तकनीशियन हाइड्रोस्टैटिक दबाव लागू करने के लिए बंदरगाह के माध्यम से तरल पदार्थ या ग्रीस इंजेक्ट करते हैं। गणितीय रूप से पुष्टि करने के लिए कि द्वितीयक सील पूरी तरह से पकड़ में है, वे इस दबाव को 15 मिनट तक बनाए रखते हैं।










