Visningar: 0 Författare: Webbplatsredaktör Publiceringstid: 2026-04-26 Ursprung: Plats
I högtrycks-, högtemperatur- (HPHT) och sura servicemiljöer Slanghuvudspole fungerar som den primära tryckinnehållande barriären. Den sitter säkert mellan höljesystemet och julgranen. Dessa hårda operativa verkligheter kräver felfri utrustningsintegritet. Undermålig spoldesign orsakar direkt katastrofala tätningsfel. Felaktigt materialval ger liknande katastrofala resultat. Dessa förbiseenden utlöser oplanerade driftstopp och skapar allvarliga säkerhetsrisker. Icke-kompatibla brunnshuvuden inför också tunga efterlevnadsstraff. Du har inte råd med svaga länkar i ytans brunnshuvudsystem. Vi strävar efter att ge ingenjörer och inköpsteam en objektiv utvärderingsram. Du kommer att lära dig hur du korrekt bedömer API 6A-designer. Vi täcker kritiska designegenskaper, materialklassriktlinjer och strikta testkrav. Denna kunskap säkerställer långsiktig brunnsintegritet och absolut driftsäkerhet.
Design Drives Integritet: Funktioner som raka skåldesigner, låsskruvar och integrerade bottenflänstestportar är inte förhandlingsbara för att verifiera sekundära tätningar i HPHT-miljöer.
Materialöverensstämmelse är binär: Drift i sura gasförhållanden (H2S/CO2) kräver strikt efterlevnad av NACE MR0175/ISO 15156 och specifika API 6A-materialklasser (t.ex. DD, EE, FF, HH).
Testning minskar risken: Verifierbar fabriksacceptanstestning (FAT), inklusive hydrostatiska hållningar (1,5x arbetstryck i 15 minuter), är avgörande för att validera produktspecifikationsnivå (PSL) 3 och 4 utrustning.
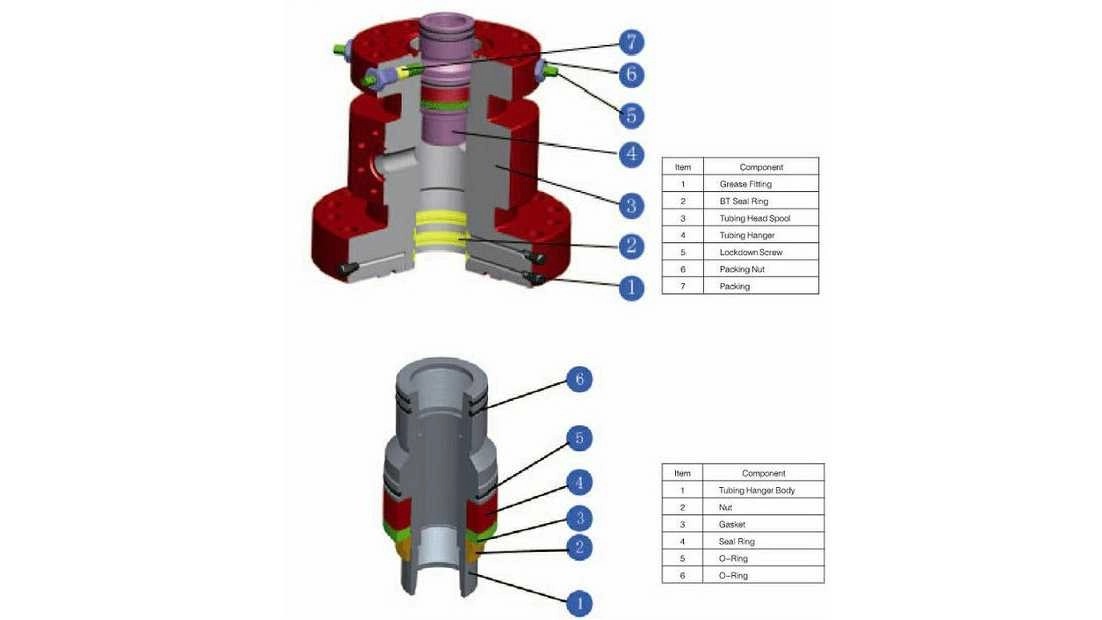
De Slanghuvudspole fungerar som den översta spolen i ytans brunnshuvudstapel. Den hänger säkert upp slanghängaren. Fältoperatörer kallar ofta denna hängare för 'hundnöten'. Spolen tätar det ringformade utrymmet perfekt. Den isolerar den kritiska zonen mellan produktionshöljet och rörsträngen. Det ger också en robust bas. Denna bas ger ett säkert stöd för Blowout Preventer (BOP) under borrning. Komponenten överbryggar effektivt borrfasen och den slutliga produktionsfasen.
Underlägsen spoltillverkning skadar fältverksamheten allvarligt. Du står inför enorma fysiska risker när du ignorerar API-standarder. API-certifierad utrustning sänker statistiskt frekvensen av mekaniska fel. Det minimerar också oväntade driftstopp. Komponenter som inte uppfyller kraven orsakar ofta farliga tryckläckor. Riggens stillestånd stoppar produktionen helt. Operatörer förlorar intäkter varje timme riggen står stilla. Certifierade komponenter garanterar kontinuerligt driftflöde. Kompromissad metallurgi inbjuder i huvudsak till utblåsningsscenarier.
Modern energiproduktion tänjer dagligen på gränserna. Operatörer stöter ofta på extrema trycktrösklar. Djupa reservoarer genererar nu upp till 20 000 psi naturligt. Frätande vätskeprofiler förstör lätt standardmetallurgi. Standard kolstål misslyckas under dessa extremt sura driftsförhållanden. Svavelväte och koldioxid attackerar svaga metaller aggressivt. Vi måste implementera tekniska lösningar som kan motstå dessa brutala underjordiska miljöer.
Ingenjörer utvärderar intern skålarkitektur noggrant. Du väljer vanligtvis mellan raka skåldesigner och avsmalnande profiler. Raka skålar erbjuder mycket bredare kompatibilitet. De rymmer lätt olika slanghängare. Raka konstruktioner eliminerar ofta behovet av inriktningsstift. Denna enkla geometri effektiviserar installationen oerhört. Avsmalnande profiler ger helt andra bärande egenskaper. Skålens geometri påverkar direkt tillförlitliga inställningsprocedurer för hängare. En rak skål möjliggör sömlös montering av hängare. Operatörer undviker helt och hållet komplexa problem med rotationsanpassning.
Integrerade testportar på bottenflänsen är fortfarande absolut nödvändiga. Operatörer använder dessa portar för att fysiskt verifiera integriteten. De bekräftar fläns och sekundär tätningsstyrka. Du injicerar tryck genom dessa portar tidigt i installationsprocessen. Denna fysiska verifiering sker innan den går vidare till brunnsintervention. Verifiering säkerställer att den primära barriären håller sig stark mot reservoarsparkar. Utan testportar gissar operatörerna om den interna tätningens integritet. Gissningar leder till katastrofala utblåsningsscenarier på rigggolvet.
Låsskruvar spelar en viktig mekanisk roll. De säkrar slanghängaren mot plötsliga uppåtriktade tryckspikar. Högtrycksmiljöer genererar enorma krafter uppåt. Dessa krafter försöker riva hängaren våldsamt. Du använder låsskruvar för att förhindra denna vertikala rörelse. Dessutom aktiverar de dynamiska pack-off tätningar mekaniskt. Dessa elastomeriska tätningar sitter djupt inuti spolenheten. Korrekt vridmoment på dessa skruvar garanterar tät, pålitlig tätningsaktivering.
Särdrag |
Design tillvägagångssätt |
Primär operativ nytta |
|---|---|---|
Invändig skål |
Rak profil |
Eliminerar inriktningsstift; breddar hängarens kompatibilitet. |
Testa portar |
Bottenfläns integrerad |
Tillåter fysisk tryckverifiering av sekundära tätningar. |
Låsskruvar |
Gängad extern ingång |
Aktiverar mekaniskt pack-off tätningar; förhindrar utblåsning uppåt. |
Standard API 6A tryckklassificeringar kartlägger strikta baslinjegränser. De sträcker sig från 2 000 psi upp till massiva 20 000 psi. Temperaturklassificeringar sträcker sig brett från klass K till klass Y. Klass K klarar extremt kalla miljöer ner till -60°C. Klass Y tål intensiv geotermisk värme upp till 345°C. Du måste matcha dessa betyg exakt till din lokala miljö. Olika temperaturklasser förstör elastomeriska tätningar snabbt.
Korrosiva miljöer kräver exakta metallurgival. Materialklasser varierar alfabetiskt från AA till HH. Allmän service kräver grundläggande klasser som AA, BB eller CC. H2S- och CO2-miljöer kräver dock strikta sura servicekrav. Du måste förankra dina urvalskriterier på ett säkert sätt till överensstämmelse med NACE MR0175. Detta förhindrar farlig sulfidspänningssprickning. Det stoppar också plötslig väteförsprödning.
Vi rekommenderar starkt att du granskar de specifika klasserna nedan:
Klass DD: Sur serviceapplikation, vanligtvis med specifika låglegerade stål.
Klass EE: Sur serviceapplikation, kräver specialiserade legeringar för lite hårdare kemiska förhållanden.
Klass FF: Kraftig sur service, kraftigt innehållande rostfria stållegeringar.
Klass HH: Extremt sur service, kräver mycket korrosionsbeständiga legeringar (CRA) som Inconel 625.
PSL 1 till PSL 4 definierar strängheten i kvalitetskontroll. PSL 1 gäller endast för grundläggande bruksbrunnar. HPHT och kritiska offshoreapplikationer kräver strikt validering. De kräver i sig PSL 3, PSL 3G eller PSL 4. PSL 3G inkluderar specifikt rigorösa gastestprotokoll. PSL 4 innebär omfattande destruktiva och oförstörande tester av enskilda komponenter. Det säkerställer absolut noll defekter i grundsmideprocessen.
Procedurmässiga realiteter under installationen kraftigt testa utrustningens styrka. Spolen måste på ett tillförlitligt sätt stödja massiv BOP-vikt. BOP-staplar väger lätt flera ton. Spolen hanterar denna enorma statiska belastning kontinuerligt. Det underlättar också avgörande vätskekretsreturer under borrning. Den måste göra detta utan att någonsin kompromissa med tätningens integritet. Ingenjörer beräknar exakta lastlager i förväg. Ett mindre fel här gör att hela brunnshuvudstacken förskjuts farligt.
Överensstämmelse på platsnivå innebär strikta fälttestningsstandarder. Operatörer injicerar vanligtvis fett säkert i testportarna. De gör detta för att testa trycktrösklar noggrant. Upprätthållande av hydrostatiskt tryck verifierar utrustningens integritet i realtid. Vi testar vanligtvis upp till 80 % av höljets kollapstryck. Systemet måste hålla detta tryck perfekt. Det kräver ett stabiliserat 15-minutersfönster utan några detekterbara tryckfall.
Rutinunderhåll gör att brunnshuvudena fungerar säkert i flera år. Besättningar måste utföra planerade protokoll effektivt. Här är de grundläggande underhållskraven du bör implementera:
Inspektera beläggningar: Kontrollera rutinmässigt alla yttre korrosionsskyddsbeläggningar för spån eller allvarlig miljöförstöring.
Övervakningsventiler: Observera ventilaktiviteten noggrant på alla sidoutlopp. Se till att portarna öppnas och stängs utan att fastna.
Byt ut tätningar: Utför planerade utbytescykler för O-ringar och packningar. Operatörer tillämpar vanligtvis en strikt 5-årig livscykel.
Smörj delar: Injicera färskt fett regelbundet i specificerade kopplingar. Detta förhindrar att den invändiga gängan sliter med tiden.
Extrema HPHT-förhållanden förkortar ofta denna standard 5-åriga livscykel avsevärt. Du måste övervaka fältförhållandena kontinuerligt för att justera dessa tidslinjer.
Köpare måste noggrant verifiera aktiva API Spec 6A-licenser. Använd den officiella API Composite List online. Denna digitala portal filtrerar omedelbart bort overifierade white-label-påståenden. Förfalskade komponenter riskerar hela din borrning. En autentisk tillverkare visar stolt upp sitt aktiva API-monogram. De välkomnar verifieringsrevisioner från ditt interna upphandlingsteam när som helst.
Leta efter leverantörer som erbjuder absolut insyn i kvalitetskontroll. De bör gärna tillhandahålla omfattande dokumentation. Du behöver bevis på NDE (Non-Destructive Examination) personaluppgifter. Dessa inkluderar vanligtvis erkända ASNT- eller ISO 9712-standardcertifieringar. Begär att se individuella materialhårdhetstestningsdata. Transparenta tillverkare delar dessa kritiska metallurgiska uppgifter omedelbart på begäran.
Utvärdera leverantörer på deras strikta efterlevnad av standard API-dimensioner. Standardmått garanterar funktionell utbytbarhet över din befintliga flotta. De låter din nya spole sömlöst passa ihop med äldre brunnshuvudsystem. Fråga om deras sanna förmåga att snabbt leverera specialiserade trims. Du behöver pålitliga leverantörer som levererar kritiska komponenter utan alltför långa ledtider. Långa ledtider stoppar fältverksamheten och stör projektscheman avsevärt.
Specificerar a Tubing Head Spool representerar en viktig övning i riskhantering. Det går långt utöver en enkel rutinupphandling. Oplanerade påtryckningar bryr sig ingenting om verksamhetsbudgetar. De testar enbart de absoluta fysiska gränserna för ditt installerade stål. Se till att din brunnshuvudverksamhet förblir i sig säkra och kompatibla genom att vidta följande åtgärder:
Anpassa invändig skåldesign strikt efter fysiska brunnsförhållanden och befintliga hängare.
Verifiera att materialklass och PSL-klassificeringar perfekt matchar dina förväntade sura vätskeprofiler.
Rådgör nära med tekniska säljteam tidigt i planeringsfasen.
Gå igenom exakta brunnsscheman noggrant innan du slutför några utrustningsspecifikationer.
S: En höljesspole sitter lägre i brunnshuvudstapeln. Den hänger upp och tätar de sekundära höljessträngarna. Slanghuvudsspolen installeras längst upp på ytan av brunnshuvudet. Den bär belastningen från produktionsslangen och utgör en primär tätningsbas för julgranen.
S: Låsskruvar har ett avgörande dubbelt syfte. Först håller de rörhängaren mekaniskt. Detta förhindrar att hängaren blåser ut vid plötsliga uppåtgående tryckspikar. För det andra, genom att dra åt dessa skruvar aktiveras fysiskt de interna dynamiska pack-off-tätningarna tätt runt hängarens kropp.
S: H2S-miljöer kräver strikt API 6A materialklasser DD, EE, FF eller HH. Dessa specifika klasser upprätthåller obligatorisk efterlevnad av NACE MR0175-standarder. Denna exakta metallurgi förhindrar plötslig sulfidspänningssprickning och farligt snabb väteförsprödning.
S: Operatörer verifierar tätningen med en avsedd testport. Denna port sitter strategiskt på spolens nedre fläns. Tekniker injicerar vätska eller fett genom porten för att applicera hydrostatiskt tryck. De håller detta tryck i 15 minuter för att matematiskt bekräfta att den sekundära tätningen håller perfekt.










